Навигация
Подсчет и индикация деталей
14336
знаков
0
таблиц
8
изображений
З А Д А Н И Е № 13 на курсовую работу по дисциплине "Основы микропроцессорной техники"
Разработать принципиальную схему и программу функционирования микропроцессорной системы, выполненной на базе однокристального микроконтроллера серии МК51, осуществляющего подсчет и индикацию количества деталей разного размера на конвейере. Наличие деталей определяется тремя фотодатчиками, определяющими наличие и размер деталей. Индикация производится на четырехразрядном индикаторе. 1- разряд тип детали, 3 разряда – количество.
Преподаватель
СОДЕРЖАНИЕ
Введение
1. Функциональная схема
2. Разработка принципиальной схемы системы
2.1 Микроконтроллер МК51
2.2 Дешифратор К514ИД1
2.3 Индикатор АЛС 324А
2.4 Элементы электрической схемы
3. Алгоритм работы программы
Список литературы
ВЕДЕНИЕ
Развитие микроэлектроники и широкое применение её изделий в промышленном производстве, в устройствах и системах управления самыми разнообразными объектами и процессами является в настоящее время одним из основных направлений научно-технического прогресса.
В микроэлектронике бурное развитие получило направление связанное с выпуском однокристальных микроконтроллеров, которые предназначены для интеллектуализации оборудования различного назначения. Однокристальные (однокорпусные) микроконтроллеры представляют собой приборы, конструктивно выполненные в виде БИС и включающая в себя все составные части голой микро ЭВМ: микропроцессор, память программ и память датчик, а также программируемые интерфейсные схемы для связи с внешней средой.
Использование микроконтроллеров в системах управления достижение исключительно высоких показателей эффективности при столь низкой стоимости, что микроконтроллером, видимо, нет разумной альтернативной элементной базы для построения управляющих и регулирующих систем. [1.стр3]
1. ФУНКЦИОНАЛЬНАЯ СХЕМА
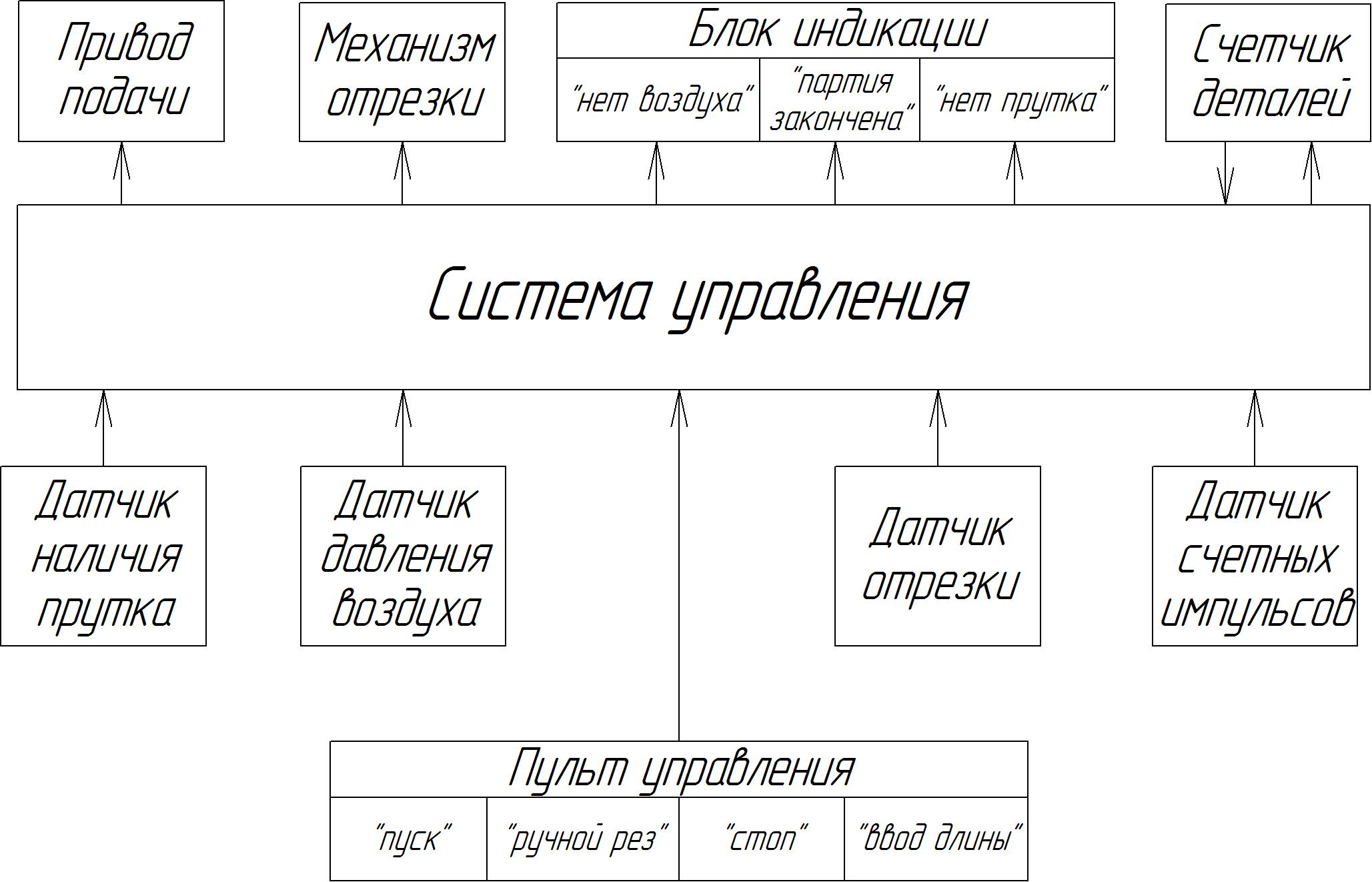
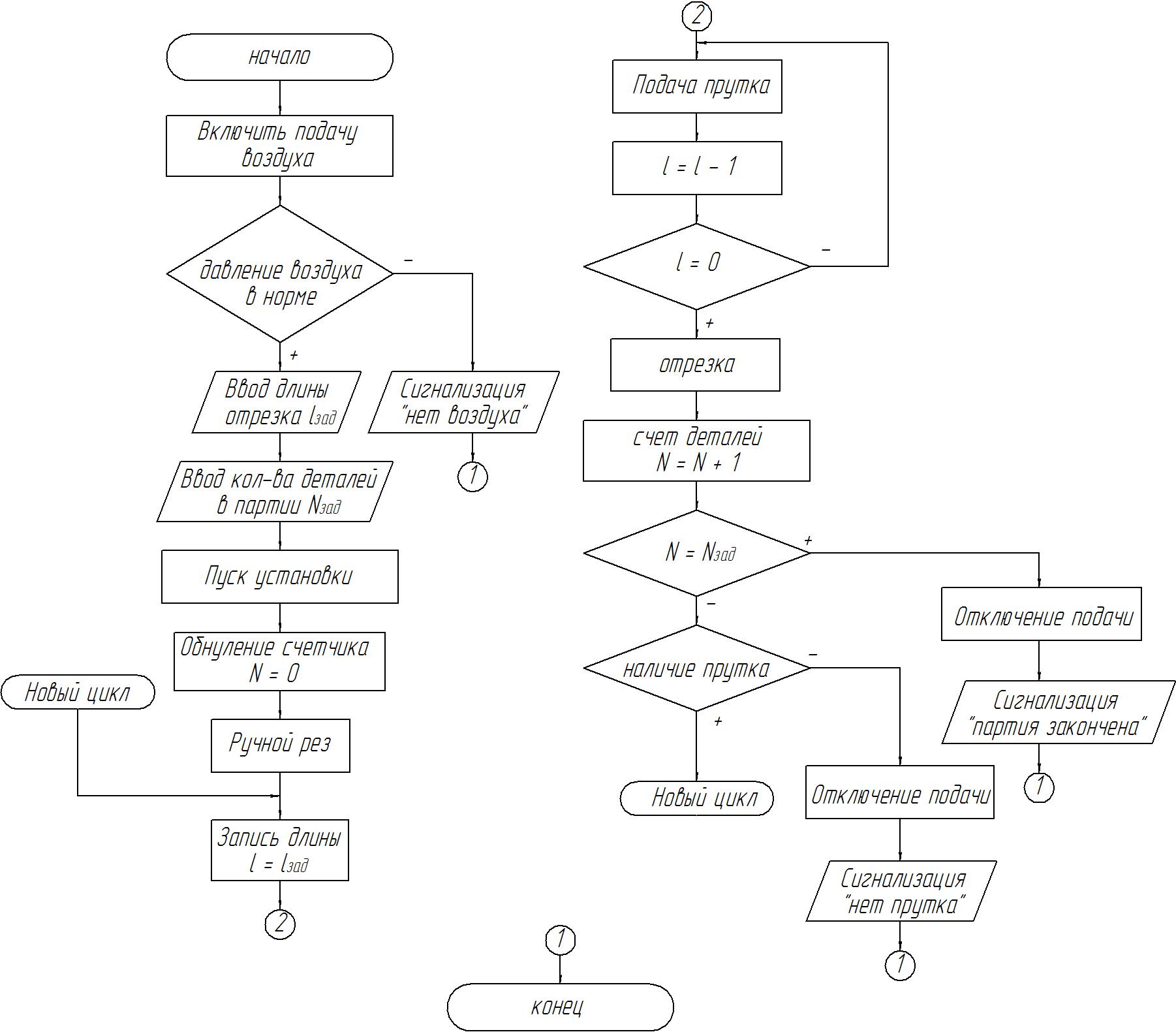
Для реализации программы подсчета деталей, идущих по конвейеру составим следующею функциональную схему.
![]()
![]()
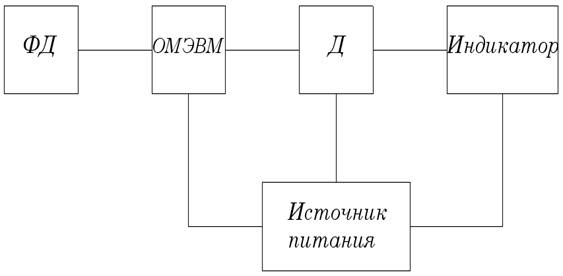
![]() Рис.1 Функциональная схема
Рис.1 Функциональная схема
Когда деталь проходит место, где установлен фотодатчик (ФД), с него на вход микроконтроллера поступает сигнал высокого уровня. После прохождения детали сигнал опять становится низкого уровня. Эти импульсы считает однокристальная ЭВМ (ОМ ЭВМ), а результат выдается через свой порт на дешифратор (Д), с которого число поступает на индикатор.
В процессе подсчета и индикации деталей может быть нажата кнопка «ВСЕГО» - высвечивается полное количество деталей, прошедших с момента включения конвейера.
«Сброс»-идет подсчет деталей прошедших после нажатия кнопки.
Сигналы от них поступают на входы Р0.1 и Р0.0 порта Р0.
2.РАЗРАБОТКА ПРИНЦИПИАЛЬНОЙ СХЕМЫ СИСТЕМЫ
На рис.6 изображена принципиальная схема микропроцессорной системы, осуществляющая подсчет и индикацию деталей разного типа на конвейере. Она состоит из следующих элементов:
2.1 Микроконтроллер КМ1816ВЕ51
Конструктивно он выполнен в корпусе БИС с 40 внешними выводами. Все выводы электрически совместимы с элементами ТТЛ: входы представляют собой единичную нагрузку, а входы могут быть нагружены одной ТТЛ нагрузкой. Общий вид корпуса МК51 показан на рис.2.
![]()
![]()
![]()
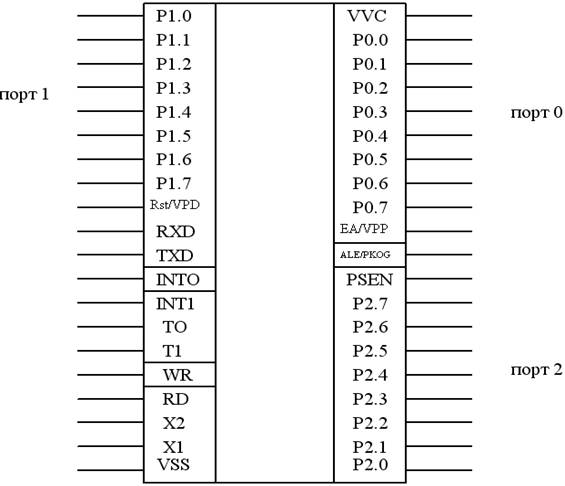
Рис.2 Микроконтроллер КМ1816ВЕ51
VSS – потенциал земли, VCC- основное напряжение питания, EA/VPP-при подаче на него сигнала высокого уровня запрещает работу с внешней памятью, RST- вход сигнала общего сброса при запуске МК, Х1,Х2- входы для подключения выводов кварцевого резонатора.
ОСНОВНЫЕ ПАРАМЕТРЫ МИКРОКОНТРОЛЛЕРА КМ1816ВЕ51:
Память программы (ПЗУ или СППЗУ) имеет емкость 4Кбайта и предназначена для хранения команд, констант, управляющих слоев инициализации, таблиц перекодировки входных и выходных переменных и т.п.; РПП имеет 16- битную шину адреса, через которую обеспечивается доступ из счетчика команд или из регистра указателя данных; память ОЗУ предназначена для хранения переменных в процессе выполнения программ, адресуется одним байтом и имеет ёмкость 128 байт. Память программ, так же как и память данных может быть рассмотрена до 64 Кбайт путем подключения внешних БИС; двух байтный регистр указатель данных (РПД), обычно используется для фиксации 16- битного адреса в операциях, с обращением к ВП.
Похожие работы
... частоты вращения 3 – 12000 об/мин. 2.3 Разработка электрической схемы блока управления установкой Для реализации структурной схемы и измененного алгоритма работы установки для гибки и резки прутков необходимо разработать соответствующую электрическую схему. Схема должна обеспечить выполнение всех функций, быть надежной, помехозащищенной, экономичной, с использованием современной элементной базы. ...
... Данный ТП имеет некоторые недостатки: 1 Нерациональность выбора заготовки; 2 Нерациональность выбора оборудования, используются устаревшие модели станков, которые не могут высокопроизводительно изготовить деталь и увиливают время на ее изготовление. 3 Неприменимость высокопроизводительных методов обработки. Их можно устранить, заменив оборудование в 015; 020; 030; 040 и 045 операциях на более ...

... работник, и автоматизированные, где контроль за безопасной работой и режимом тепловой обработки обеспечивает сам тепловой аппарат при помощи приборов автоматики. На предприятиях общественного питания тепловое оборудование может использоваться как несекционное или секционное, модулированное. Несекционное оборудование, это оборудование, которое различно по габаритам, конструктивному исполнению и ...





... измерения энергии должна находится в пределах ±(0,1-2,5)%. 4.4 Зависимость погрешности дозирования от состава технических средств комплексов дозирования Поскольку в электротехнические комплексы дозирования помимо рассмотренных выше устройств цифрового дозирования количества электричества и электрической энергии входят также устройства коммутации и датчики тока и напряжения, то необходимо ...
0 комментариев