Навигация
Содержание.
Введение.
1. Общий раздел.
Описание конструкции и служебное назначение детали.
Технологический контроль чертежа детали анализ детали на технологичность.
2.Расчетная часть.
2.1Характеристика заданного типа производства.
2.2 Выбор метода и вида получения заготовки.
2.3Разработка маршрута обработки детали.
2.3.1 Анализ существующего технологического процесса
2.3.2 Разработка нового технологического процесса.
2.3.3 3 Характеристика выбранного оборудования
2.3.4 Описание Системы УЧПУ
2.4 Выбор и обоснование технологических баз.
2.5 Определение припусков на механическую обработку.
2.6 Выбор режущего, вспомогательного и мерительного инструментов.
2.7. Расчет режимов резания.
2.8 Расчет норм времени.
2.9 Технико-экономическое сравнение вариантов обработки детали.
Литература.
Приложения.
Введение.
Машиностроение является одной из ведущих отраслей промышленности нашей страны. Непрерывное совершенствование машин характеризуется возрастанием их мощности, а так же повышением их точности и надежности.
В создание Технологии Машиностроения крупный вклад внесли профессора Л.И. Соколовский, А.М. Каширин, Б.С. Балакшин, В.М. Ковал, М.Е. Егоров и другие. Эти ученые разработали теоретические основы технологии машиностроения, вопросы точности обработки деталей и жесткости системы станок- приспособление- инструмент- деталь, теорию размерных цепей, типизацию Технологического Процесса и другие.
На современном этапе развития технологии трудно сосредоточить всю совокупность расширяющихся знаний во всех областях технологии производства машин в рамках одной специальности как технология машиностроения, технология литейного производства, технология ковки и штамповки и т.п.
В условиях массового и крупносерийного производства должны применяться заготовки экономичных форм с приближением их к формам готовых деталей и прокат специальных профилей, что значительно снизит трудоемкость обработки на металлорежущих станках.
В технологии обработки заготовок повысилось значение отделочных операций. Таким образом, при обработке заготовок должны преобладать методы обработки поверхности абразивным инструментом, лезвийным инструментом без снятия стружки.
В методах обработок заготовок резанием наметилась и утвердилась замена однолезвийного инструмента многолезвийным.
В области станкостроения на место станков с ручным управлениям пришли станки с Численно Программным Управлением.
Целью данного дипломного проекта является разработка нового прогрессивного технологического процесса механической обработки детали “корпус поршня” с использованием станков с ЧПУ.
1. Общий раздел.
1.1 Описание конструкции и служебное назначение детали.
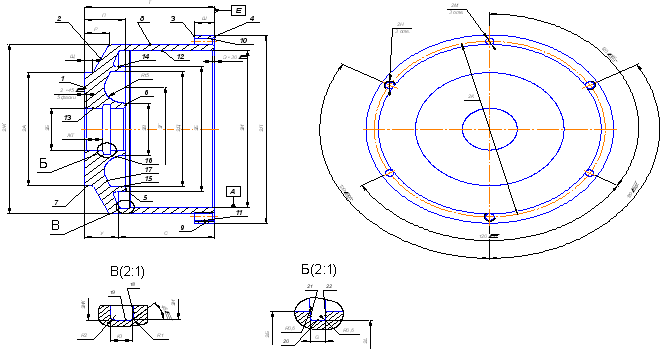
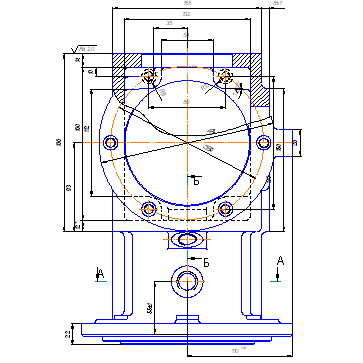
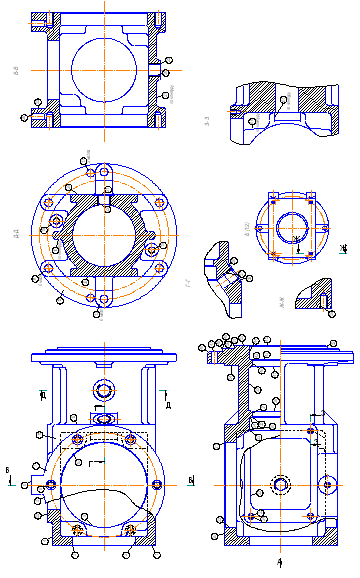
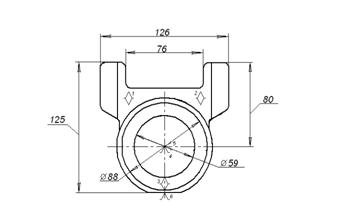
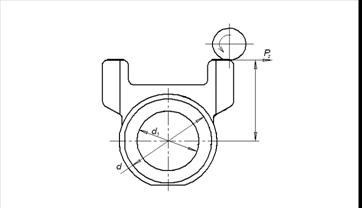
Деталь «Корпус Поршня» имеет габаритные размеры ø360х310 и массу 122кг. Изготавливается из легированной стали 20Х ГОСТ 4543-71
Деталь используется в приводе токарного станка, и работает в агрессивной среде со статическими нагрузками, а также испытывает деформации растяжения и сжатия.
Основными поверхностями являются: внутренняя цилиндрическая поверхность ø285 H7 с шероховатостью 0,8 мкм, наружная цилиндрическая поверхность ø360 H11 с шероховатостью мкм(является конструкторской базой).
Вспомогательными поверхностями являются: отверстие ø25 H11с шероховатостью 3,2 мкм, 2 отверстия ø12мм, конусные поверхности ø335 и ø325 мм, внутренний уступ ø350
Остальные поверхности являются свободными.
Технические требования предъявляемые к заготовке:
по твердости HRC 101…143,штамповочные уклоны 5 ,класс точности Т2, группа сталей М2,Степень сложности С2.
Химические и физико-механические свойства представлены в таблицах 1.1.1 и 1.1.2
Таблица 1.1.1
| Временное сопротивление разрыву, Н/мм2 | Относительное удлинение/ | Относительное сужение, % | Ударная вязкость, кгс/см2 | Предел текучести, Н/мм2
|
| 600 | 11 | 40 | 6 | 650 |
Таблица 1.1.2
| C | Si | Mn | Cr | S | P | Ni | Cu |
| 0.17 - 0.23 | 0.17 – 0.37 | 0.50 – 0.80 | 0,7- 1.00 | 0.045 | 0.050 | 1-1,5 | 0,4-0,6 |
Похожие работы




5. Вибрати встаткування, пристосування, різальний інструмент, засоби контролю; 6. Зробити нормування технологічного процесу виготовлення корпуса гідроциліндра; 7. Розрахувати й спроектувати верстатне пристосування для токарської операції й пристосування контролю биття отвору; 8. Розрахувати й спроектувати різальний інструмент для токарської операції; 9. Провести лінійну оптимізацію режимів ...





... поверхность, на остальные поверхности назначить припуски в соответствии с ГОСТ 26645-85; 5. Выбрать оборудование, приспособления, режущий инструмент, средства контроля; 6. Произвести нормирование технологического процесса изготовления корпуса гидроцилиндра; 7. Рассчитать и спроектировать станочное приспособление для токарной операции и приспособление контроля биения отверстия; 8. Рассчитать и ...





... , приходящегося на него, менее 138 м3 . Если естественное проветривание невозможно, то в такие помещения нужно подавать не менее 60 м3/ч на одного человека. Среди операций технологического процесса изготовления корпуса присутствуют операции шлифования, на которых воздух загрязняется абразивной пылью, поэтому следует предусмотреть местную вытяжную вентиляцию рисунок 5 [12]. Для улавливания ...
... на листе 06.М.15.64.01 графической части. 5. Размерный анализ при обработке лавных отверстий Задача раздела – используя размерный анализ технологического процесса провести расчет размерных параметров детали в процессе ее изготовления, при этом техпроцесс изготовления корпуса должен гарантировать изготовление качественных деталей и отсутствие брака при их производстве, содержать минимально ...
0 комментариев