Навигация
Производственный процесс изготовления микросхем
24732
знака
1
таблица
3
изображения
Данные для расчёта





Вариант № 2
1 Материал: ситалл СТ – 50.
2 Размеры заготовки: 60 ´ 48 мм.
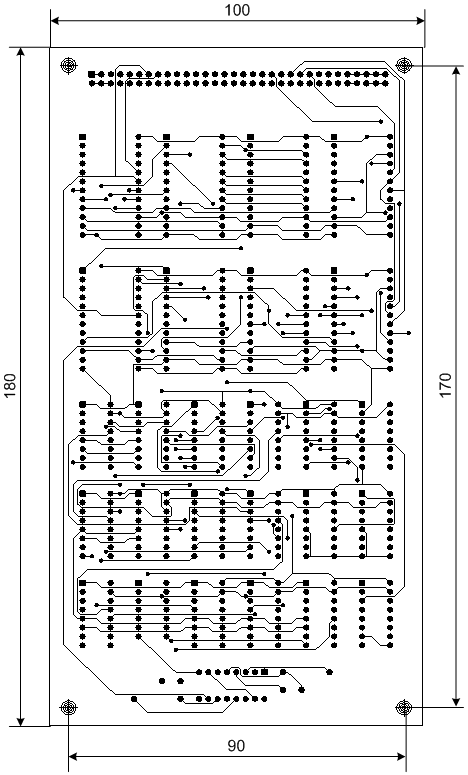
3 Тип и размер платы: № 5, 24 ´ 30 мм.
4 Толщина платы: L = 0.35 мм.
5 Годовой план: N = 600000.
6 Выход годного по обработке: V1 = 81 %.
7 Выход годного: V2 = 92 %.
Содержание
Введение
1. Технология получения ситалла
2. Технология получения подложек
2.1 Резка слитков на пластины
2.2 Шлифовка и полировка
2.3 Расчёт
3. Технология получения плат
3.1 Скрайбирование
3.2 Ломка пластин на платы
3.3 Расчёт
Список используемой литературы
Введение
К настоящему времени микроэлектроника сформировалась как генеральное схемотехническое и конструктивно-технологическое направление в создании средств вычислительной техники, радиотехники и автоматики. Микроэлектроника является важнейшим направлением в создании средств вычислительной техники, радиотехники и автоматики.
Основополагающая идея микроэлектроники—конструктивная интеграция элементов электронной схемы — объективно приводит к интеграции схемотехнических, конструкторских и технологических решений, которая выражается в тесной взаимосвязи и взаимообусловленности всех этапов проектирования интегральной микросхемы (ИМС). При этом главным связующим звеном всех этапов проектирования является задача обеспечения высокой надежности ИМС.
Конструктор определяет оптимальную топологию, выбирает материалы и технологические методы, обеспечивающие надежные электрические соединения, а также защиту от окружающей среды и механических воздействий с учетом технологических возможностей и ограничений. Подбирается наилучшая структура технологического процесса обработки и сборки, позволяющая максимально использовать отработанные, типовые процессы и обеспечивать высокую производительность труда, минимальные трудоемкость и стоимость с учетом конструкторских требований.
Для обеспечения качества и надежности ИМС должны быть разработаны методы контроля на всех этапах производства, в частности входного контроля основных и вспомогательных материалов и комплектующих изделий, контроля в процессе обработки, межоперационного контроля полуфабрикатов и выходного контроля готовых изделий.
Производство ИМС характеризуется сложными технологическими процессами и рядом дополнительных факторов, полный учет которых невозможен. Это качество основных и вспомогательных материалов, чистота технологических сред, климатические условия производства, степень очистки изделий от загрязнений, побочные эффекты и процессы при выполнении отдельных операций и др. Влияние этих факторов на качество и надежность ИМС обнаруживается на этапе внедрения и отладки технологического процесса. Это требует дополнительных исследований для ослабления или устранения вреда, наносимого этими факторами. Возникает необходимость в разработке новых технологических процессов с целью повышения качества и надежности ИМС, производительности и экономичности производства. Для этого учёные и инженеры должны сконцентрировать свое внимание на развитие техники и технологии, связанных с повышением производительности, и сокращении сроков создания и освоения новой техники.
Создание микросхем начинается с подготовки подложек. Применяют диэлектрические подложки квадратной или прямоугольной формы размерами до 10 см и толщиной 0,5 ...I мм. Подножки должны иметь высокую механическую прочность, хорошую теплопроводность, быть термостойкими, химически инертными к осаждаемым веществам, иметь хорошую адгезию к ним.
Для тонкопленочных микросхем важны гладкая поверхность и отсутствие газовыделения в вакууме. Необходимо, чтобы диэлектрические потери в подложках высокочастотных и СВЧ-микросхем были малы, а диэлектрическая проницаемость слабо зависела от температуры. Основным материалом подложек тонкопленочных микросхем является ситалл — кристаллическая разновидность стекла. Применяется также алюмооксидная керамика — смесь окислов в стекловидной и кристаллической фазах (основные компоненты Al2О3 и SiO2). Перед нанесением тонких пленок поверхность подложек должна быть тщательно очищена.
Для толстопленочных микросхем используют керамические подложки с относительно шероховатой поверхностью (высота неровностей порядка 1 мкм). Подложка должна обладать повышенной теплопроводностью, так как толстопленочная технология характерна для мощных гибридных микросхем. Поэтому применяют высокоглиноземистые (96 % Al2O3) и бериллиевые (99,5 % BeO) керамики.
Технологический процесс гибридных микросхем можно разделить на два этапа. Первый включает процессы формирования на подложках пассивных пленочных элементов и проводников соединений. В тонкопленочных микросхемах для этой цели применяют операции нанесения тонких пленок. Рисунок формируется непосредственно в процессе нанесения пленок с помощью накладных трафаретов либо в процессе фотолитографии. В толстопленочных микросхемах пассивные элементы создаются методом трафаретной печати. Основными достоинствами толстопленочной технологии являются простота, высокая производительность и малая стоимость, однако размеры элементов получаются значительно больше, а их плотность — существенно ниже, чем в тонкопленочной. В конце первого этапа на подложках формируют матрицу одинаковых структур, каждая из которых соответствует одной микросхеме, т. е. пассивные части микросхем создаются групповыми методами. Последовательность операций первого этапа определяется конкретной структурой гибридной микросхемы (тонко- или толстопленочная, набор пассивных элементов и др.).
Второй этап — контрольно-сборочный, начинается с контроля пассивных элементов на подложках. Достаточно большие размеры элементов позволяют осуществлять подгонку их параметров, например, с помощью лазера. В толстопленочных микросхемах подгонка обязательна во всех случаях, так как точность воспроизведения параметров элементов мала. Далее производят разрезание подложек, установку их в корпуса, монтаж дискретных компонентов, соединение контактных площадок подложек с выводами корпуса, герметизацию корпуса, контроль и испытания. Контрольно-сборочные операции индивидуальны для каждой микросхемы и в основном (на 70 ...80 %) определяют трудоемкость изготовления и стоимость.
Похожие работы
... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...
, устанавливающими высокий технологический уровень и минимальные материальные и трудовые затраты. Следовательно, целью курсового проекта будет являться разработка технологии изготовления заданного изделия в условиях среднесерийного производ-ства. В процессе курсового проекта будут решены задачи разаработки маршрутного технологического процесса изделия, обоснованный выбор технологического обору- ...
... с ПП при использовании этого метода. Кроме того, этот мето нашел наибольшее распространение на предприятии заказчика. 2.2 Технологический процесс изготовления печатной платы комбинированным позитивным методом Технологический процесс изготовления ПП комбинированным позитивным методом состоит из ряда взаимосвязанных между собой этапов. Входной контроль фольгированного диэлектрика (СФ-2-35) ...
0 комментариев