Навигация
Технология получения подложек
24732
знака
1
таблица
3
изображения
2. Технология получения подложек
2.1 Резка слитков на пластины
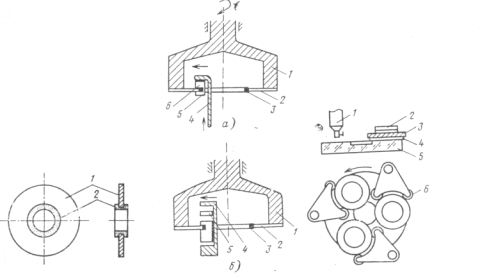
Для изготовления микросхем монокристаллический слиток ситалла должен быть разрезан на пластины. Для этого в качестве режущего инструмента применяют металлические диски с внутренней алмазной режущей кромкой (рис. 2.3). Толщина диска '0,1 ... ...0,15 мм. Слиток закрепляется на специальной оправке приклеиванием либо торца, либо цилиндрической поверхности. Способ резки зависит от вида крепления слитка (рис. 2.4,а, б). Режущий инструмент (диск) растягивается и закрепляется в специальном барабане на головке шпинделя станка для резки. Слиток разрезается кромкой с алмазной .крошкой при вращении шпинделя. Частота вращения шпинделя составляет 3000 ... 5000 об./мин. Скорость подачи слитка перпендикулярно оси режущего диска составляет 40... 50 мм/мин (для слитков диаметром более 60 мм—не более 20 ... 30 мм/мин). После отрезания очередной пластины с помощью автоматической системы происходит возврат слитка в исходное положение, а также перемещение его на заданный шаг.
Устройство для закрепления слитка позволяет поворачивать слиток в горизонтальной и вертикальной плоскостях на требуемые углы по отношению к плоскости вращения алмазного диска и тем самым обеспечивает ориентированную резку. Станок снабжен системой подачи воды для охлаждения режущего диска и вымывания отходов резки.
1 Металлический диск
2 Покрытие из алмазной крошки
Рисунок 1 – Диск с алмазным покрытием для резки монокристаллов.
1 Барабан
2 Диск
3 Алмазное покрытие
4 Оправка
5 Пластина
6 Слиток
Рисунок 2 – Способы резки слитков.
а) внутренний
б) гребенчатый
2 Грузы
3 Головка
4 Пластины
5 Шлифовальщик
6 Направляющий ролик
Рисунок 3 – Схема плоскошлифовального станка и расположения головок.
2.2 Шлифовка и полировка
Поверхность пластин кремния, получаемых после резки, не удовлетворяет требованиям, которые предъявляются к качеству поверхности в планарной технологии. Исследованиями на электронографе установлено наличие приповерхностных слоев, не имеющих монокристаллической структуры. Это механические нарушенные слои, возникающие в результате воздействия абразивного материала, и лежащие под ними слои с большими механическими напряжениями. Толщина нарушенного слоя после резки диском составляет 10…30 мкм в зависимости от скорости вращения диска. А по требованиям технологии производства микронеровности на поверхности не должны превышать 0,02…0,1 мкм.
Шлифовка и полировка пластин производятся на плоскошлифовальных станках (см. рис. 3). В зависимости от типа используемого микропорошка выбирается материал поверхности шлифовальника. Для микропорошков М14…М5, используемых при шлифовке пластин, применяют стеклянный шлифовальник, при полировке алмазными микропорошками – специальные шлифовальники с поверхностью из тканевых материалов. При обработке пластин на рабочий шлифовальник устанавливаются три головки с наклеенными пластинами. Головки удерживаются от перемещения по шлифовальнику специальными направляющими кронштейнами с опорными роликами. За счет силы трения, возникающей между соприкасающимися поверхностями рабочего шлифовальника и головок, последние получают вращение вокруг своих осей. Это вращение головок создает условия для более равномерного шлифования или полирования.
При шлифование микропорошками М14…М5 используют водные суспензии с соотношением воды к абразиву 3 : 1. Поэтому в станке для шлифовки предусмотрены мешалка для перемешивания абразивной суспензии и капельница для ее дозирования. При полировке пластин алмазными микропорошками вместо водной суспензии используются смеси, приготовленные на основе масла МВП, или специальные алмазные пасты.
Принята определенная последовательность операций при механической обработке пластин, при которой учитывается, что толщина снимаемого слоя на каждой операции должна превышать толщину нарушенного слоя, образованного на предыдущей операции.
Таблица 1 – Последовательность операций шлифовки и полировки.
| Тип микропорошка | Толщина нарушенного слоя, мкм | Скорость удаления материала, мкм/мин |
| М 14 | 20…30 | 3 |
| М 10 | 15…25 | 1.5 |
| АСМ 3/2 | 9…1 | 0.5…1 |
| АСМ 1/0.5 | 5…7 | 0.35 |
При изготовлении пластины шлифуются с двух сторон, а полируются только с рабочей стороны.В целом механическая обработка пластин, удовлетворяющих требованиям технологии, приводит к большим потерям материала.
Важное значение имеет оптимизация процесса механической обработки с целью снижения временных затрат. Общее время обработки может быть снижено правильным выбором набора абразивных материалов и числа стадий обработки.
2.3 Расчёт
1 Определение суммарного припуска на механическую обработку.
Расчётная формула:
Z = Zгр.шл. + Zт. шл .+ Zпр.пол.+ Zф.пол. (1)
где Z — суммарный припуск на механическую обработку;
Zгр.шл — припуск на грубую шлифовку;
Zт.шл — припуск на точную шлифовку;
Zпр.пол — припуск на предварительную полировку;
Zф.пол — припуск на финишную полировку.
Данные по припускам берем из таблицы 1:
Zгр.шл =25 мкм;
Zт.шл = 20 мкм;
Zпр.пол = 6 мкм;
Zф.пол = 5 мкм.
Z = 25 + 20 + 9 + 5 = 59 мкм.
2 Определение исходной толщины заготовки.
Расчётная формула:
L![]() = L+ Z (2)
= L+ Z (2)
где L= 0.35 мм,
Z = 56 мкм — суммарный припуск на механическую обработку.
L![]() = 0.35 + 0.059 = 0.409 мм.
= 0.35 + 0.059 = 0.409 мм.
3 Определение массы заготовки.
Расчётная формула:
m = ρ · L![]() · S (3)
· S (3)
где ρ = (2.3…3)·103 кг/м3 – плотность ситалла,
m![]() = 3·103 · 60 · 48 · 0.409 · 10-9 = 0.0035 кг.
= 3·103 · 60 · 48 · 0.409 · 10-9 = 0.0035 кг.
4 Определение массы платы.
m = ρ · L· S (4)
m = 3·103 · 24 · 30 · 0.35 · 10-9 = 7.5·10-4 кг.
3. Технология получения плат
3.1 Скрайбирование
Пластины на отдельные кристаллы разделяют путем скрайбирования и последующей ломки.
Метод скрайбирования заключается в нанесении на поверхность пластины со стороны структур рисок резцом в двух взаимно перпендикулярных направлениях. Риски делают шириной 20 — 40 мкм и глубиной 10 — 15 мкм. Под рисками образуются напряженные области, и при слабом механическом воздействии подножка разламывается по нанесенным рискам.
Механическое скрайбирование.
При механическом скрайбировании отсутствуют пропилы в пластине, ширина риски мала, высока производительность, возможна быстрая переналадка установки с одного размера кристалла на другой. Однако точность геометрических размеров кристаллов после ломки невысока, что обусловлено анизотропией механических свойств монокристаллической пластины (плоскость скола кристалла располагается под углом к исходной плоскости пластины); кроме того, качество ломки зависит от соотношения между шириной и толщиной кристалла. Последнее приобретает особое значение в связи с тенденцией увеличивать диаметр пластин и связанным с этим увеличением их толщины. Это при неизменной глубине рисок приводит к повышению брака на операции ломки. Глубокие риски при механическом скрайбировании получают путем увеличения нагрузки на резец, что сопряжено со значительным снижением стойкости резцов и расширением дефектной зоны, т. е. потерей полезной площади пластины.
В установке для скрайбирования столик с пластиной совершает возвратно-поступательные движения относительно резца. При прямом ходе резец наносит риску по всей длине пластины. При обратном ходе резец приподнимается, пропуская столик с пластиной, а стол осуществляет поперечную подачу на шаг. После нанесения всех рисок в одном направлении столик с пластиной поворачивают на 90° и наносят систему поперечных рисок.
В качестве режущего инструмента используют резцы в виде трехгранной или четырехгранной пирамиды из натурального или синтетического алмаза, ребра которых используют попеременно для нанесения рисок. Для ситалла можно использовать стеклорезы, режущая часть которых выполнена по форме четырехгранной усеченной пирамиды. Нагрузка на резец в этом случае 1,5—2,5 Н. Средняя стойкость режущего ребра ~ 3500 резов. Т. к. из-за наличия окисла на пластине нагрузка на резец увеличивается, что ведет к преждевременному износу, нужно по границам кристаллов делать зоны без покрытия (ширина 50 – 75 мкм).
Алмазный резец может заменяться вращающимся алмазным диском с частотой вращения около 20000об./мин. Ширина области разрезания составляет 20-70 мкм.
Достоинства и недостатки механического скрайбирования:
1 Отсутствуют пропилы в пластине.
2 Ширина риски мала.
3 Высокая производительность.
4 Возможность быстрой переналадки установки с одного размера кристалла на другой.
5 Для получения глубоких рисок требуется увеличение нагрузки на резец, что ведет к его износу и увеличению дефектной зоны (теряется полезная площадь пластины).
Лазерное скрайбирование.
Алмазный резец может быть заменен лучом лазера. При воздействии мощного сфокусированного (до 25 мкм) лазерного луча риски образуются испарением узкой полосы. Это позволяет в несколько раз повысить скорость резания по сравнению с механическим скрайбированием. При этом ширина разреза не превышает 30 мкм, а глубина разреза — 100 - 200 мкм. При лазерном скрайбировании можно выполнять многократные проходы (с перефокусировкой) вплоть до полного разделения пластины, что позволяет избежать ломки. Также отсутствуют сколы и микротрещины. Недостатком данного метода является необходимость защиты поверхности от частиц распыляемого материала.
Вспомогательные операции (установка и ориентация пластины, перефокусировка при повторных резах, установка режимов резания и др.) должны быть автоматизированы, т. к. скорость резки высока. Также автоматизация процесса обеспечивает безопасность оператора, у которого могут быть сильные ожоги из-за попадания луча установки.
3.2 Ломка пластин на платы
Ломка проскрайбированных пластин — весьма ответственная операция. При неправильном разламывании даже хорошо проскрайбированных пластин возникает брак: царапины, сколы, неправильная геометрическая форма кристаллов и т. п. В процессе ломки пластина лежит рисками вниз на гибкой опоре (резиновая подкладка), а стальные или резиновые валики диаметром 10 — 20 мм с небольшим давлением прокатывают пластину последовательно в двух взаимно перпендикулярных направлениях. Разлом происходит вначале на полоски, а затем на отдельные прямоугольные или квадратные кристаллы. Движение валика должно осуществляться строго параллельно направлению скрайбирования для ломки по нанесенным рискам. Для избежания смещения полосок или отдельных кристаллов относительно друг друга между пластиной и роликом вводят эластичную тонкую пленку, что помогает сохранить исходную ориентацию кристаллов и исключить их произвольное разламывание и царапанье друг о друга. Для ломки проскрайбированных пластин используют различные установки, н., полуавтоматические установки ЭМ-202А, ПЛП-1 и др. Для производства СБИС и пластин диаметром до 150 мм применяют немеханические способы разделения (сквозное анизотропное травление, лазерная резка и т. п.).
1.3 Расчет
1 Определение количества плат.
Расчётная формула:
n = S / (a + c / 2) · (b + c / 2) (5)
где S = 60 · 48 = 2880 мм2 – площадь заготовки.
а х b = 24 х 30 мм – размеры платы.
c = 15 мкм – ширина риски (используется лазерное скрайбирование)
n = 2880 / (24 + 7.5·10-3) · (30 + 7.5·10-3) = 4.
2 Определение расхода материала для выпуска годового плана.
2.1 Определение количества сборок, запущенных на резку:
 (6)
(6)
![]() .
.
2.2 Определение количества заготовок, запущенных на обработку:
![]()
![]()
2.3 Определение исходной массы материала:
М=N2* m![]()
![]()
2.4 Определение полезной массы материала:
Mп=N*m (9)
![]()
2.5 Определение коэффициента использования материала:
 (10)
(10)
![]()
Заключение
В курсовой работе был разработан технологический процесс для изготовления подложек интегральных микросхем из ситалла (СТ-50). При этом коэффициент использования материала для рассмотренных производственных условий составил 0,63.
Список используемой литературы:
1 “Материалы микроэлектронной техники” под ред. Андреева В. М., М.:Радио и связь, 1989, 352 стр.
2 Борзаков Ю. И. Карбань В. И. “Обработка монокристаллов в микроэлектронике” М.:Радио и связь, 1988, 105 стр.
3 Богородицкий Н.П. Пасынков В.В. “Электротехнические материалы”, Л.:Энергоиздат.,1985,304 стр.
4 Пасынков В. В. Сорокин В. С. “Материалы электронной техники”, М.:Высш. шк., 1986,367 стр.
5 Парфенов О. Д. “Технология микросхем”, М.:Высш. шк., 1986, 320 стр.
Похожие работы





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...
... линии, линии и участки гибкого автоматизированного производства (ГАП). При выполнении курсового проекта достаточно рассмотреть 2 варианта маршрутной технологии сборки и монтажа изделия. При этом необходимо руководствоваться схемами типовых технологических процессов сборки блоков РЭА с применением микросхем и навесных ЭРЭ (ОСТ 4ГО.054.267). Средства технологического оснащения, используемые при ...
, устанавливающими высокий технологический уровень и минимальные материальные и трудовые затраты. Следовательно, целью курсового проекта будет являться разработка технологии изготовления заданного изделия в условиях среднесерийного производ-ства. В процессе курсового проекта будут решены задачи разаработки маршрутного технологического процесса изделия, обоснованный выбор технологического обору- ...
... с ПП при использовании этого метода. Кроме того, этот мето нашел наибольшее распространение на предприятии заказчика. 2.2 Технологический процесс изготовления печатной платы комбинированным позитивным методом Технологический процесс изготовления ПП комбинированным позитивным методом состоит из ряда взаимосвязанных между собой этапов. Входной контроль фольгированного диэлектрика (СФ-2-35) ...
0 комментариев