Министерство образования и науки Украины
Севастопольский национальный технический университет
Кафедра автомобильного транспорта
ЛАБОРАТОРНАЯ РАБОТА
«Проектирование технологических процессов восстановления деталей»
Выполнил: Ченакал А. В.
Севастополь 2010 г.
Лабораторная работа № 1.
Дефектация деталей кривошипно-шатунного механизма
Цель работы – научиться проводить дефектацию деталей кривошипно-шатунного механизма.
Диаметр цилиндра измеряется нутромером в четырех поясах, как в продольном, так и в поперечном направлении двигателя.
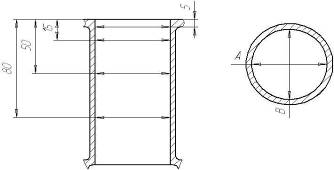
Рисунок 1. Схема измерения цилиндров: А и В - направления измерений.
Таблица 1 – Результаты измерения блока цилиндров, поршней, шатунов.
| № цилиндра | 1 | 2 | 3 | 4 |
| Результаты измерения цилиндра | ||||
| Направление А: пояс 1 -//-2 -//-3 -//-4 | 76,41 76,48 76,41 76,41 | 76,40 76,43 76,41 76,41 | 76,41 76,45 76,44 76,46 | 76,40 76,63 76,40 76,41 |
| Направление В: пояс 1 -//-2 -//-3 -//-4 | 76,42 76,49 76,45 76,44 | 76,42 76,47 76,45 76,44 | 76,45 76,47 76,48 76,48 | 76,43 76,57 76,44 76,42 |
| Результаты измерения плоскости разъема | ||||
| Не плоскостность | 0,07 | |||
| Результаты измерения поршня | ||||
| Диаметр юбки поршня | 76,35 | - | - | 76,34 |
| Результаты измерения шатуна | ||||
| Диаметр отверстия под шатунные подшипники | - | - | - | 51,34-51,36 |
Таблица 2 – Результаты измерения коленчатого вала.
| Результаты измерения шатунных шеек (номинальный размер – 47,814-47,834 мм) | ||||||||
| № шейки | 1 | 2 | 3 | 4 | ||||
| Диаметр шейки, мм | 47,68 | 47,68 | 47,70 | 47,66 | ||||
| Результаты измерения коренных шеек (номинальный размер – 50,775-50,795 мм) | ||||||||
| № шейки | 1 | 2 | 3 | 4 | 5 | |||
| Диаметр шейки, мм | 50,68 | 50,73 | 50,84 | 50,78 | 50,76 | |||
Таблица 3 – Величина износа (мм![]() ) цилиндра по высоте.
) цилиндра по высоте.
| № измерения | 1 | 2 | 3 | 4 | 5 | 6 |
| Продольное | 1 | 23 | 2,5 | 0 | 0 | 1 |
| Поперечное | 3 | 17 | 5 | 4 | 4 | 1,5 |
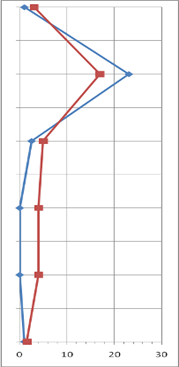
Рисунок 2 – График износа цилиндра. 1 – в продольном, 2 – в поперечном направлении.
Вывод: Было произведено измерение размеров цилиндров, максимальный износ составил 0,23 мм (разница) в четвёртом цилиндре; это превышает допустимый (0,15 мм), поэтому следует произвести расточку до следующего ремонтного размера до (76,8 мм).
Было произведено измерение плоскости разъёма с головкой цилиндров, не плоскость составила 0,07 мм при допустимой 0,1 мм.
Так же были произведены измерения коленчатого вала. В результате измерения диаметра шеек, было выявлено, что износ составляет 0,13-0,15 мм. Т.е. колен вал необходимо шлифовать до 2-го ремонтного размера (0,50). При измерении коренных шеек износ составил 0,1-0,12 мм, необходимо шлифовать до ремонтного размера 0,25.
Было произведено измерение диаметров поршня, т.к. поршня группы Е, то номинальный 76,37-76,38 мм, по измерениям износ поршня составил 0,03-0,04 мм. При дефектации были выявлены задиры юбки поршня 4-го цилиндра.
Было произведено измерение шатунов, эллипсность отверстия шатуна составила 0,02 мм, размер соответствует номинальному.
Лабораторная работа № 2.
Разработка карты дефектации и ремонта деталей цилиндро-поршневой группы
Цель работы – ознакомиться с основными дефектами деталей цилиндро-поршневой группы; разработать карту дефектации.
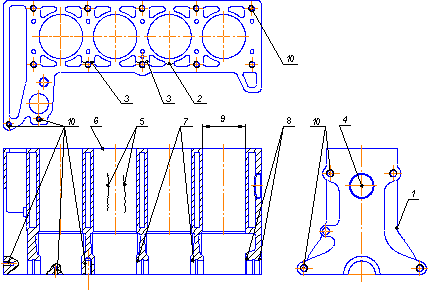
Карта дефектации и ремонта
| Блок цилиндров | ____________ | __________ | __________ |
| Обозначение и наименование изделия, составной части | № позиции | № эскиза | № карты |
| обозначение | Возможный дефект | Метод установления дефекта | Средство измерения | Заключение и рекомендуемые методы ремонта | Требования после ремонта |
| 1 | Трещины в рубашке охлаждения | Осмотр. Проверка под давлением 3,5-4 кг/см2 | - | 1. Замена. 2. Ремонт. Заварить. | -- |
| 2 | Трещины между окнами рубашки охлаждения | ОсмОсмотр | - | рРемонт. Заварить. | -- |
| 3 | Трещины между резьбовыми отверстиями и окнами рубашки | Осмотр | - | 1. Замена. 2. Ремонт. Установит ввёртыш | - |
| 4 | Коррозия технологической заглушки | Осмотр | - | Замена. | - |
| 5 | Трещины на стенках цилиндров | Осмотр. Проверка под давлением 3,5-4 кг/см2 | - | Замена. | - |
| 6 | Коробление плоскости сопряжения с головкой цилиндров | Измерение | Линейка, щуп | Ремонт. Шлифовать | Не плоскостность не более 0,05 мм по всей длине |
| 7 | Износ или несоосность отверстий гнёзд под вкладыши коренных подшипников | Измерение | Нутромер индикаторный 50-100 | Ремонт. Фрезеровать крышки и расточить до исходного размера | Несоосность отверстий не более 0,015 мм. |
| 8 | Износ посадочных поверхностей под полукольца | Осмотр. Измерение | Микрометр | Ремонт. Наплавить. | Ном размер 23,14-23,2 мм Биение 0,02 мм, не более |
| 9 | Износ и задиры на поверхности цилиндров | Осмотр. Измерение | Нутромер индикаторный 50-100 | Ремонт. Расточить до ремонтного размера. Гильзовать. | Овальность и конусность цилиндров 0,02 мм, не более |
| 10 | Износ резьбовых отверстий | Осмотр. | - | Ремонт. Установить ввёртыш. нарезать резьбу ремонтного размера. | - |
Вывод: В ходе работы ознакомились с основными дефектами блока цилиндров, разработали карту дефектации блока.
Лабораторная работа №3 Изучение технологии сборки кривошипно-шатунного механизма
Цель работы-изучить технологию сборки деталей кривошипно-шатунного механизма, разрабатывать карту дефектации.
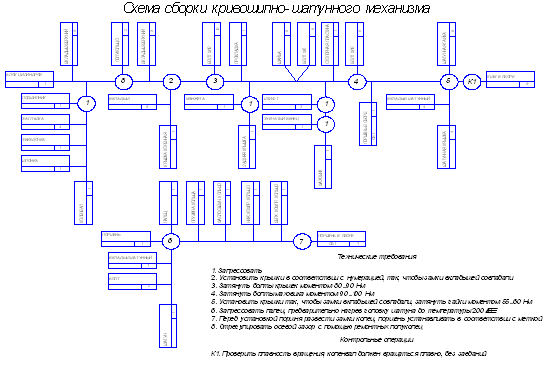
Технологическая карта сборки КШМ
| Операция | № перехода | Содержание перехода | Оборудование |
| 005 - Установка колен вала | 005 | Установит верхние вкладыши в гнёзда блока цилиндров | Ключ накидной № 10, ключ динамометрический, головка сменная 14, 17, комплект щупов, оправка для запрессовки поршневого пальца, оправка для установки поршня, приспособление для установки поршневых колец |
| 010 | Установить колен вал, предварительно смазав шейки маслом | ||
| 015 | Установить упорные полукольца, отрегулировать осевой зазор с помощью ремонтных полуколец | ||
| 020 | Установить нижние вкладыши в коренные крышки | ||
| 025 | Крышки установить в соответствии с нумерацией, так чтобы замки вкладышей совпадали | ||
| 030 | Затянуть болты коренных крышек моментом 80-90 Нм. | ||
| 035 | Установить заднюю крышку | ||
| 040 | Установить маховик | ||
| 045 | Затянуть болты маховика моментом 90-100 Нм. | ||
| 010 - Установка поршней | 005 | Запрессовать поршневой палец, предварительно нагрев шатун до 2000С | |
| 010 | Замерить зазоры в замках поршневых колец, зазоры между поршнем и цилиндром, между кольцами и канавками | ||
| 015 | Установить поршневые кольца | ||
| 020 | Установить шатунные вкладыши в шатуны | ||
| 025 | Установить поршень в цилиндр, предварительно развести замки колец | ||
| 030 | Установить шатунные вкладыши в шатунные крышки | ||
| 035 | Установить шатунные крышки, предварительно смазав вкладыши маслом, так чтобы замки вкладышей совпадали | ||
| 040 | Затянуть шатунные гайки моментом 55-60 Нм. | ||
| 045 | Провернуть колен вал. Колен вал должен вращаться плавно, без заеданий |
Вывод: В ходе лабораторной работы, изучили технологию сборки деталей кривошипно-шатунного механизма, составили технологическую карту сборки КШМ, разрабатывали карту сборки.
Похожие работы
... Экономичности 1 Трещина в рубашке охлаждения ПМ АДС 0,62 0,49 83,8 30,5 ПМ 2 Износ отверстий под втулки шкворня РР ДРД 0,86 0,81 27,5 24,2 РР 2. Технологическая часть 2.1 Проектирование технологического процесса восстановления детали 2.1.1 Обоснование размера производственной партии детали Суточный объём производственной партии детали (ед.) ...
ЕТАЛИ 1.1 Исходные данные.Исходными данными для разработки технологического процесса являются: рабочий чертёж детали с технологическими требованиями на её изготовление; производственная программа; карта технологических требований на дефектацию детали; каталоги и справочники по используемому оборудованию и технологической оснастке. 1.2 Анализ условий работы детали. В процессе работы двигателя ...
... И.Г., Лялякин В.П. Восстановление деталей сельскохозяйственной техники. М.: Информагротех, 1995-295 с. Заключение Основной задачей, решенной в ходе выполнения курсового проекта, является разработка технологического процесса ремонта вала ведущего. В «Конструкторской части» раскрыта сущность приспособления, его назначение, устройство и принцип действия. В разделе «Введение» указано значение ...
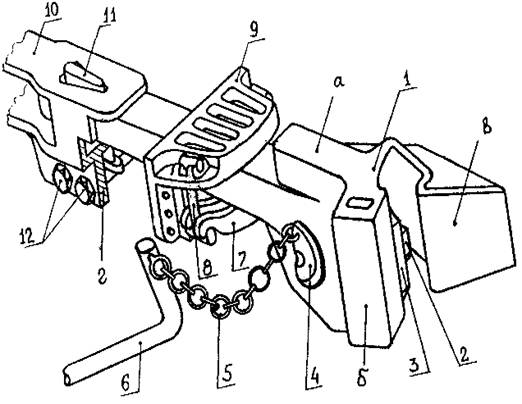
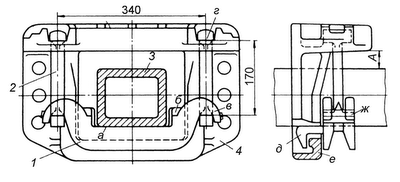
... аппарата предназначен для гашения части энергии удара, уменьшения продольных растягивающих усилий, которые передаются через автосцепку на раму кузова вагона. 2.1 Описание детали Корпус поглощающего аппарата отливается из легированной стали и подвергается специальной термообработке с высокоточной закалкой и отпуском. Нажимной конус и фрикционные клинья, выполняются из другой легированной ...
0 комментариев