Навигация
Проектирование технологических процессов изготовления корпуса поглощающего аппарата
38982
знака
1
таблица
6
изображений
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ ИЗГОТОВЛЕНИЯ
Корпуса поглощающего аппарата
Пояснительная записка к курсовому проекту по дисциплине
«Технология производства и ремонта вагонов»
Объектом исследования является поглощающий аппарат Ш-1-ТМ, деталь – Корпус поглощающего аппарата.
Цель работы: разработать технологический процесс ремонта Корпуса поглощающего аппарата.
В курсовом проекте проведен выбор действующего типового технологического процесса – ремонта корпуса поглощающего аапарата, составлен технологический процесс ремонта и произведена разработка технологических операций.
Курсовой проект выполнен в текстовом редакторе Microsoft Word 2007 и представлен на диске в конверте на обороте обложки.
Содержание
Введение
1 Анализ исходных данных для разработки технологического процесса
1.1 Назначение сборочной единицы
2 Назначение детали
2.1 Описание детали
2.2 Схема детали
3 Условия эксплуатации
3.1 Действующие силы, виды трения и изнашивания взаимодействующих поверхностей
4 Ремонт
4.1 Общие положения
4.2 Проверка и ремонт корпуса поглощающего аппарата
5 Разработка технологии восстановления детали
5.1 Разработка технологических операций
6 Расчет режимов механической обработки
7 Нормирование технологического процесса
8 Охрана труда
Заключение
Библиографический список
Приложение А Карты технологического процесса
Б Чертежи
Введение
Курсовой проект по дисциплине «Технологии производства и ремонта вагонов» выполняется с целью закрепления знаний, полученных при изучении технологических и других дисциплин. В процессе его выполнения мы показываем умение пользоваться справочниками, нормативно-технической документацией, технической литературой, инструкциями, приобретаем опыт в проектировании технологического процесса при ремонте деталей и сборочных единиц вагонов.
Разработка любого технологического процесса является комплексной задачей, для решения которой в конкретных условиях производства нужно найти оптимальный вариант процесса изготовления или ремонта заданного изделия. Оптимальным является такой вариант процесса, который обеспечивает выполнение всех требований конструкторской документации на данное изделие при наименьших производственных затратах.
Разработка технологических процессов в общем случае включает комплекс взаимосвязанных работ: анализ исходных данных, определение типа производства, выбор действующего процесса-аналога, выбор исходной заготовки и метода ее получения, выбор технологических баз, разработка технологического маршрута, выбор технологического оборудования, разработка технологических операций, выбор инструмента и приспособлений, нормирование технологического процесса, его тарификация, определение техники безопасности, оформление технологических документов, расчеты основных параметров производства, разработка цеховой планировки.
Любой технологический процесс может существовать в двух формах: и виде совокупности определенных действий людей и технологического оборудования и в виде комплекта документов, определяющих эти действия.
Технологический процесс как комплект документов записывают на специальных бланках. Правила оформления технологической документации установлены стандартами Единой системы технологической документации (ЕСТД), согласно которым документы подразделяют на виды и выполняют строго по определенной форме. К технологическим документам относятся графические и текстовые документы, которые отдельно или в совокупности определяют технологический процесс изготовления изделия и содержат необходимые данные для организации производства. К графическим документам относят карты эскизов, к текстовым — маршрутную и комплектовочную карты, карту технологического процесса, операционную карту, ведомость оснастки и др.
1 Анализ исходных данных для разработки технологического процесса
1.1 Назначение сборочной единицы
Ударно-тяговые устройства предназначены для автоматического сцепления тепловоза с другими единицами подвижного состава, передачи и смягчения продольных (растягивающих и сжимающих) усилий, возникающих при движении и сцеплении. Ударно-тяговые устройства размещаются в стяжных ящиках рамы. Ударно-тяговое устройство состоит из автосцепки, расцепного привода, ударно-центрирующего прибора, тягового хомута и поглощающего аппарата.
Автосцепка - устройство, служащее для сцепления вагонов, локомотивов и других единиц подвижного состава в поезд с минимальным участием сцепщика.
Применяемая на отечественных железных дорогах автосцепка СА-3 изобретена в 1932 году коллективом авторов в составе А.Ф.Пухова, И.Н.Новикова, В.А.Шашкова, В.Г.Голованова под руководством В.Ф.Егорченко.
Перевод железных дорог СССР на автосцепку начался в 1935 году, и был полностью завершен в 1957 году. На время перехода с винтовой стяжки на автосцепку на отечественных железных дорогах применялись специальные переходные приспособления.
В отличие от применявшейся ранее винтовой стяжки, при использовании автосцепки СА-3 участие сцепщика сводится лишь к соединению тормозных рукавов и электрических кабелей.
Похожая конструкция автосцепки для отечественных узкоколейных железных дорог испытывалась в 60-е - 70-е годы, но не прижилась из-за частых случаев саморасцепа при прохождении неровностей пути.
Автосцепка (рис 1) состоит из корпуса и механизма сцепления. Корпус 106.01.001-2 (1) автосцепки представляет собой стальную полую отливку и имеет головную часть и хвостовик. Головная часть образована малым (б) и большим в зубом, пространство между которыми называется зевом. Головная часть также имеет упор (а), ограничивающий продольное перемещение автосцепки при чрезмерно больших сжимающих усилиях. В корпусе автосцепки размещается механизм сцепления, состоящий из замкодержателя 106.01.003-0 (2), замка 106.01.002-1 (3), а также (на рисунке не показаны) подъемника 106.01.004-0, предохранителя замка 106.01.006-5 и валика подъемника 106.01.005-0.
Расцепной привод (рис. 1) состоит из двуплечего рычага (6) и цепи (5), соединяющей рычаг с балансиром (4) валика подъемника. Двуплечий рычаг удерживается в фиксированном положении специальным кронштейном. Ударно-центрирующий прибор состоит из ударной розетки (9), двух маятниковых подвесок 106.00.012-0 (8) и балочки 106.00.011-3 (7). Балочка поддерживает автосцепку на определенной высоте от головок рельсов. Подвески, балочка и ударная розетка автоматически центрируют автосцепку относительно продольной оси тепловоза.
Тяговый хомут 106.00.001-2 (10) представляет собой скобу, которая с помощью клина 106.00.002-2 (11) соединяется с хвостовиком автосцепки. От выпадания клин закреплен болтами (12) к ушкам (г) хомута. Тяговый хомут воспринимает растягивающие усилия и передает их от автосцепки на поглощающий аппарат. Поглощающий аппарат предназначен для рассеивания энергии ударов, передаваемых автосцепкой.
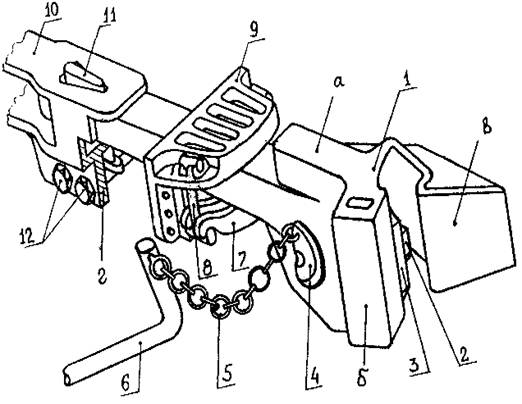
1-Корпус; 2-Замкодержатель; 3-Замок; 4-Балансир; 5-Цепь; 6-Двуплечный рычаг; 7-Балочка; 8-Маятниковые подвески; 9-Ударная розетка; 10-Тяговый хомут; 11-Клин; 12-Болты.
Рисунок 1 - Автосцепка СА-3
Похожие работы
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
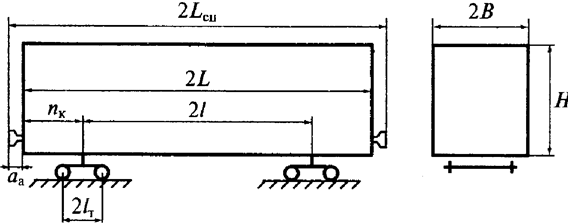
... недопустимого вакуума после разогрева груза паром, пропарки котла или при сливе продукта при закрытых крышках люков. 2. Выбор оптимальных параметров восьмиосной цистерны модели 15-1500 2.1.Вписывание вагона в габарит Ширина вагона определяется из условия вписывания вагона в габарит: 2В = 2×(В0 – Е) ...





... концентрация пыли в выбросах цеха снизится и будет находится в пределах показателя ПДВ или будет превышать его незначительно. 6.3 Описание технологической схемы очистки выбросов цеха литья пластмасс В цехе литья пластмасс основными источниками загрязнения атмосферного воздуха являются термопластавтоматы в количестве 12 штук и сушильные шкафы, в которых ведется подготовка материала к ...


... 6. Определяем частный показатель уровня автоматизации. Пуск и останов оборудования. К8=∑ ∙ (7) [7] К8=+ К8=1,4 7. Определить частный показатель уровня автоматического управления технологического процесса. К9=∑ ∙ (8) [7] К9=+ К9=1,6 8. Определить частный показатель уровня автоматического обмена информации со смежными и вышестоящими уровнями управления. ...
0 комментариев