Система ремонта вагонов и структура вагоноремонтной базы магистрального железнодорожного транспорта
Размеры производственного участка
НАЗНАЧЕНИЕ, СОСТАВ И ХАРАКТЕРИСТИКА ПРОЕКТИРУЕМОГО УЧАСТКА ПО РЕМОНТУ СИСТЕМ КОНДИЦИОНИРОВАНИЯ ВОЗДУХА
Час рабочим временем, дней;
ТЕХНОЛОГИЯ ПЕРИОДИЧЕСКОГО РЕМОНТА ХОЛОДИЛЬНОГО ОБОРУДОВАНИЕ В ВАГОННОМ ДЕПО
Ремонт теплообменных аппаратов
Подключение установки к внешней сети
Технический контроль за качеством ремонта и испытание холодильных машин
Расчет фонда оплаты труда основных производственных рабочих
РАЗРАБОТКА ВОПРОСОВ ОХРАНЫ И БЕЗОПАСНОСТИ ТРУДА
ОБЕСПЕЧЕНИЕ ПОЖАРНОЙ БЕЗОПАСНОСТИ
Навигация
Подключение установки к внешней сети
Проект вагонного участка по ремонту систем кондиционирования воздуха пассажирских вагонов
77792
знака
11
таблиц
0
изображений
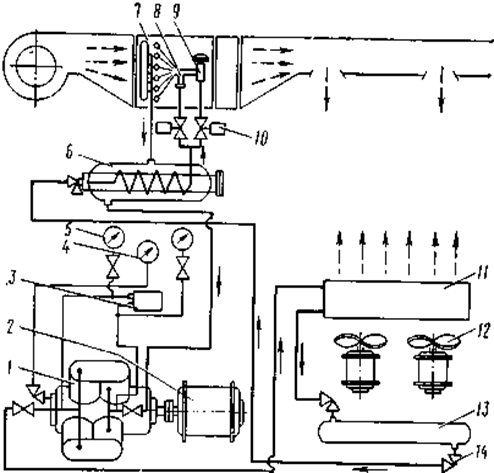
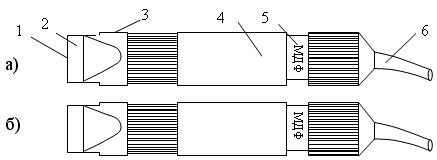
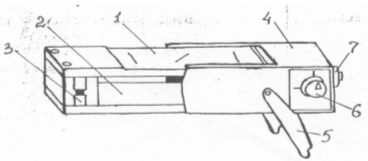
9.2 Подключение установки к внешней сети
После подключения установки к внешней сети производят контрольную обкатку, которая дает возможность проверить работу отдельных узлов холодильной машины и определить объем требуемого ремонта. При обкатке проверяются: режим работы установки, исправность масляной системы компрессора, состояние подшипниковых узлов электродвигателей, наличие утечек фреона, количество фреона в системе, действие электронагревателей отопления, отсутствие вибрации и стуков при работе оборудования, состояние крепления отдельных узлов.
Установки, не требующие при ремонте разборки отдельных агрегатов, снимают с обкаточного стенда и передают в цех ремонта холодильного оборудования на участок. Холодильные установки, подлежащие ремонту с разборкой компрессора или других узлов, подают при надобности в моечную машину, а затем мостовым краном на позицию, оборудованную передвижными стендами для разборки, ремонта и сборки. На этой позиции снимают компрессоры, электродвигатели, приборы автоматик» и другие узлы, подлежащие ремонту. Затем компрессоры направляют на рабочее место для разборки, теплообменные аппараты—в моечную машину для внутренней промывки, электродвигатели — в электроцех, приборы автоматики — на участок их ремонта.
Холодильные установки с частично демонтированными узлами направляют на передвижных стендах по узкоколейному пути или с помощью кран-балки на участок сборки и испытания.
Наружную обмывку холодильных агрегатов осуществляют в моечной машине 3-процентным растворов кальцинированной соды при температуре 60—70°С. Затем агрегаты обмывают горячей водой и обдувают сжатым воздухом до полного удаления влаги.
Перед промывкой внутренних полостей теплообменных аппаратов производится продувка их сжатым воздухом до тех пор, пока воздух на выходе не будет чистым. Далее аппараты подвергаются промывке на специальном стенде путем неоднократного покачивания фреона или моющего раствора следующего состава: кальцинированная сода—10%; тринатрий фосфат —2,75%; жидкое стекло — 0,75%, вода — остальное.
Температура моющего раствора должна быть не менее 60— 70°С. После промывки необходимо через внутренние полости аппаратов прокачать 8—10-процентный раствор соляной кислоты или раствор ортофосфорной кислоты, затем внутренние полости промывают горячей водой с добавлением 1% хромпика и 3—5% нитрата натрия и продувают сжатым воздухом. Подготовленные таким образом теплообменные аппараты направляют на участок проверки и ремонта.
Наружная обмывка демонтированных компрессоров производится таким же моющим раствором, который используется для наружной обмывки агрегатов.
Разборка обмытых компрессоров производится на специальных стендах. После разборки детали и узлы компрессора загружают в корзины и в машине (ванне) при температуре не менее 60—70°С обмывают раствором следующего состава: кальцинированная сода —10%; тринатрий фосфат — 2,75%; хромпик — 0,5%; жидкое стекло — 0,75%; вода — остальное.
Затем детали промывают горячей водой с добавлением 1% хромпика с последующим обдувом сжатым воздухом до полного удаления влаги. Демонтированные электродвигатели компрессоров направляют для проверки и ремонта в электроцех. Остальные узлы и детали компрессоров после обмывки поступают на участок дефектовки и комплектовки.
Все детали делят на три группы. К первой группе относят детали с незначительным износом, пригодные для сборки без механической обработки, ко второй — детали, требующие ремонта, к третьей — бракованные детали. Взамен бракованных деталей из кладовой берут новые или отремонтированные.
Затем производят комплектовки узлов, которые в специальных технологических корзинах с ячейками передают по рольгангу на компрессорный участок. Вместе с технологической корзиной передается дефектная ведомость ф. 4 -л
Позиция дефектовки и комплектовки оборудована верстаком, контейнером для бракованных деталей и стеллажом.
Рабочее место для дефектовки располагают в непосредственной близости от моечной машины и обеспечивают хорошими транспортными связями со всеми ремонтными участками цеха. На рабочем месте должны быть специальные универсальные контрольно-измерительные приборы, приспособления и инструмент, а также магнитный дефектоскоп.
Подъемно-транспортные операции на участке ремонта и разборки осуществляются кран-балкой грузоподъемностью 1 т.
Разборочно-моечная позиция организуется в помещении, по возможности изолированном от других ремонтных участков цеха.
Компрессорный участок оснащен оборудованием для ремонта и восстановления деталей компрессоров, а также стендами для сборки, проверки и испытания отдельных узлов. На участке размещены рабочие места по ремонту шатунно-поршневой и клапанной групп, коленчатых валов, насосов и по сборке компрессоров.
Позиция ремонта шатунно-поршневой и клапанной групп оснащается слесарным верстаком и необходимыми приспособлениями — станком для расточки подшипников, станком для притирки деталей клапанов.
Рабочее место по ремонту и проверке коленчатых валов оснащается прибором для проверки прямолинейности оси в центрах. Шлифовальный станок для обработки шеек вала должен иметь приспособление (микростат), позволяющее производить измерение диаметра вала в процессе шлифования без остановки станка. Для полирования шеек коленчатых валов можно использовать специальное приспособление, смонтированное на токарном станке, с помощью которого можно одновременно полировать все шейки вала.
В компрессорах холодильных установок испытывают масляные насосы шестеренного типа. При ремонте можно заменять шестерни или устранять выработки в корпусе.
На позиции ремонта и испытания масляных насосов размещен слесарный верстак с приспособлениями и испытательный стенд.
Позиция сборки компрессоров оснащена моечной ванной для мелких деталей, стендами и верстаками с приспособлениями. Подача с ремонтных позиций технологических корзин с отремонтированными узлами и деталями производится по рольгангу. Подъемно-транспортные работы осуществляются кран-балкой. Для сборки компрессоров можно использовать кантователь.
На участке ремонта теплообменных аппаратов производится осмотр и восстановление конденсаторов, испарителей, ресиверов и фильтров-осушителей. При необходимости здесь производится правка ребер, замена трубок и испытание теплообменных аппаратов. При поступлении теплообменных аппаратов на позицию производят испытание их на герметичность. Аппараты, требующие ремонта, направляют в сварочное отделение или ремонтируют на месте. После ремонта аппараты промывают и продувают, а затем испытывают воздухом под давлением: конденсаторы и ресиверы-16 кгс/см2; испарители —11 кгс/см2. Испытания проводят в водяной ванне с температурой 40 °С в течение 20—30 мин. Для загрузки теплообменных аппаратов в ванну используют консольный кран грузоподъемностью 0,5 т.
После испытания аппарат сушат 4—5 ч в сушильном шкафу при температуре 100—110 °С при одновременном вакуумировании до 50—60 мм рт. ст. остаточного давления. По окончании сушки аппараты заполняют парами фреона до избыточного давление 0,2—0,5 кгс/см2, ставят заглушки и направляют на участок сборки.
На участке оборки и испытания производится обкатка компрессоров для приработки трущихся поверхностей деталей, проверка качества и правильности регулировки механизмов, а также контролируется основные параметры. Кроме того, на этом участке производится оборка и испытание холодильных агрегатов.
Здесь организуются рабочие места: по обкатке и испытанию компрессоров; по сборке и испытанию холодильных агрегатов; окраске и сушке компрессоров и агрегатов.
После сборки компрессоры обкатывают и испытывают в соответствии с Правилами деповского ремонта вагонов, проверяют на герметичность в ванне под слоем воды, сушат в электросушильном шкафу с одновременным вакуумированием установки, заполняют фреоном до избыточного давления 0.2-0,3 кгс/см2, заглушают и передают на сборку или при необходимости на окраску.
Проверка компрессора на герметичность производится водяной ванне давлением азота 10 кгс/см2. Ванна снабжается двойным дном, состоящим из стеклянной плиты и верхней металлической решетки. Для облегчения обнаружения газовых пузырьков под стеклянным дном смонтированы подсвечивающие электролампы, В сушильном шкафу с помощью электропечей поддерживается температура 75—80°С. Постоянство температуры обеспечивается термостатом.
Компрессор, устанавливают на решетчатом полу и подключают к вакуумной системе, которая состоит из вакуумного насоса коллектора мановакуометра и вакуумметра. Компрессор выдерживается в шкафу
около 4 ч при непрерывном вакуумировании до остаточного давления 3—4 мм рт. ст. По окончании вакуумной сушки компрессор наполняют фреоном и передают на стенд «газовое кольцо» для обкатки под нагрузкой.
После обкатки отремонтированный компрессор окрашивают с помощью установки безвоздушного распыления УБРХ-1. Сушка окрашенных агрегатов производится в специальной камере.
Похожие работы


... искусственного охлаждения воздуха в вагоне применения системы охлаждения, которые являются непременной составной частью вагонной установки кондиционирования воздуха. Сама система охлаждения состоит из холодильной установки и устройств для распределения охлажденного воздуха по пассажирскому помещению. Порядок построения: Определение температуры кипения хладагента. Температура испарения (кипения) ...
... участка. Принимаем процент узлов и деталей, поступающих в ремонт на условиях кооперации из эксплуатационного депо для тележечного участка =30% Принимаем программу для тележечного участка 1000 ед. 2. Совершенствование технологии контроля автосцепочного устройства 2.1 Виды и порядок осмотра автосцепочного устройства Автосцепное устройство подвижного состава должно постоянно находиться ...
... износы при перемещении вагонов, исключить возможность саморасцепов и увеличить межремонтные сроки. 4. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ РЕШЕНИЙ ПРОЕКТА 4.1 Обеспечение безопасности работ на контрольном пункте автосцепки Ремонт пассажирских вагонов производят в вагонном депо, специализирующимся на ремонте цельнометаллических вагонов, в соответствии с руководством и инструкциями по деповскому ...
... отделениях. В отделении очистки и обмывки вагоны очищаются от остатков перевозимых грузов и мусора в специальной установке (для грузовых вагонов), а пассажирские вагоны проходят наружную обмывку в ангаре моечной машиной. Отделение подготовки вагонов к ремонту служит для уравнивания объема работ на вагонах с повышенным износом. Здесь выполняются разборочные, газосварочные работы на раме и кузове ...
0 комментариев