Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
Государственное Образовательное Учреждение
Высшего Профессионального Образования
Комсомольский – на – Амуре Государственный
Технический Университет
Институт КПМТО
Кафедра ТМ
Лабораторная работа №1
Анализ данных полного факторного эксперимента
Группа 1ТМм – 1
Студент Бреев С.В.
Преподаватель Танкова С.Г.
Комсомольск – на – Амуре
2006
Таблица кодирования
| Уровни факторов | Обозначение | V | s | t |
| x1 | x2 | x3 | ||
| Нулевой | 0 | 80 | 0,3 | 4,5 |
| Верхний | +1 | 90 | 0,39 | 5 |
| Нижний | -1 | 70 | 0,21 | 4 |
| Интервал варьирования | i | 10 | 0,09 | 0,5 |
Составим матрицу планирования эксперимента
| № | х0 | х1 | х2 | х3 | х1х2 | х1х3 | х2х3 | х1х2х3 | V | s | t | y1 | y2 |
|
| 1 | + | + | + | + | + | + | + | + | 90 | 0,39 | 5 | 981,7 | 986 | 983,85 |
| 2 | + | - | + | + | - | - | + | - | 70 | 0,39 | 5 | 930 | 912 | 921 |
| 3 | + | + | - | + | - | + | - | - | 90 | 0,21 | 5 | 673,3 | 654,2 | 663,75 |
| 4 | + | - | - | + | + | - | - | + | 70 | 0,21 | 5 | 876 | 878,7 | 877,35 |
| 5 | + | + | + | - | + | - | - | - | 90 | 0,39 | 4 | 826,7 | 881,8 | 854,25 |
| 6 | + | - | + | - | - | + | - | + | 70 | 0,39 | 4 | 842,7 | 891,2 | 866,95 |
| 7 | + | + | - | - | - | - | + | + | 90 | 0,21 | 4 | 775 | 757,8 | 766,4 |
| 8 | + | - | - | - | + | + | + | - | 70 | 0,21 | 4 | 1005 | 1006,7 | 1005,85 |
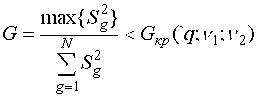
Определим воспроизводимость эксперимента по критерию Кохрина.
 ,
,
где ![]() - максимальная дисперсия;
- максимальная дисперсия;
 - дисперсия, характеризующая рассеяние результатов опыта на u-том сочетании уровней факторов;
- дисперсия, характеризующая рассеяние результатов опыта на u-том сочетании уровней факторов;
![]() - табличное значение критерия Кохрина на 5%-ном уровне значимости;
- табличное значение критерия Кохрина на 5%-ном уровне значимости;
fn=n – количество опытов;
fu=m-1 – число степеней свободы.
Для нашего случая ![]() ;
; ![]() ; G=0,4737: Gтабл=0,5157.
; G=0,4737: Gтабл=0,5157.
Следовательно, эксперимент воспроизводим.
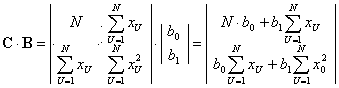
Далее определим коэффициенты линейной модели:
![]()
где  ;
;  ;
;  ;
;  .
.
Для нашего случая
b0=867,425; b1=-50,363; b2=39,088; b3=-5,938; b12=66,513; b23=51,850; b13=12,675; b123=6,213.
Таким образом, линейная модель будет выглядеть так:

Определим адекватность модели при помощи критерия Фишера.
 ,
,
где  ;
;
 ;
;
fy – число опытов;
fn =n-k-1 – число степеней свободы.
Для нашего случая:
F=15,40825; Fтабл=6,041
Критерий Фишера показывает, что разработанная линейная модель неадекватна. Выходом из этой ситуации является проведение дополнительных экспериментов.
Значимость коэффициентов регрессии определяется следующим образом:
 ;
;
Для нашего случая Δbi=
Следовательно, коэффициенты b3, b13, b123 не являются значимыми.
Линейная модель приобретет следующий вид:
![]()
Переведем разработанную линейную модель в натуральный вид.
 ,
,
Для нашего случая:
![]() ;
; ;
;
Подставив полученные выражения в линейную модель, получим:
![]()
Для проверки полученных результатов произведем те же расчеты в автоматическом режиме в программе Statgraphics plus 5.0.
При расчете коэффициентов линейной модели программное обеспечение выдает так же некоторые отклонения, открывающие возможности корректировки разработанной линейной модели. При этом коэффициент b123 не подчиняется этой закономерности.
Получены следующие коэффициенты:
b0=867,425±5,30924; b1=-100,725±10,6185; b2=78,175±10,6185;
b3=-11,875±10,6185; b12=125,8±10,6185; b23=103,7±10,6185;
b13=25,35±10,6185; b123=7,25±10,6185.
На рис.1. показана диаграмма для определения значимости коэффициентов линейной модели.
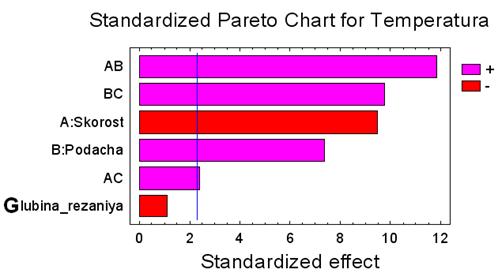
Рис.1. Диаграмма значимости коэффициентов регрессии.
Из графика видно, что коэффициент b3 не является значимым. Учитывая то, что коэффициенты, полученные автоматически, удвоены, то становится очевидным, почему коэффициент b13, программа считает значимым. Программа так же не отображает коэффициент b123, из чего можно сделать предположение, что он так же не является значимым.
На рис.2 показана диаграмма влияния факторов на параметр оптимизации. Для нашего случая: влияние параметров режима резания на температуру в зоне резания.
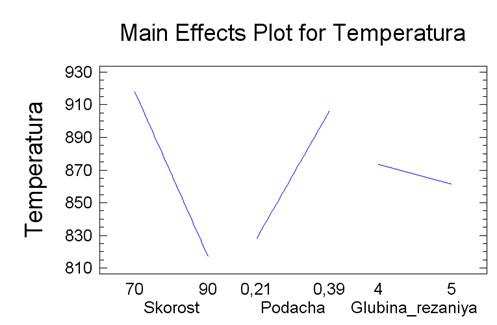
Рис.2. Степень влияния факторов на параметр оптимизации
Из диаграммы видно, что наибольшее влияние на температуру в зоне резания оказывает скорость резания (обратная зависимость), в меньшей степени – подача (прямая зависимость) и наименьшее влияние – глубина резания (также обратная зависимость). Судить о степени влияния фактора на параметр оптимизации можно по углу наклона прямой на диаграмме.
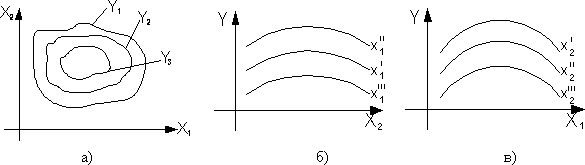
На рис.3 показана степень совместного влияния факторов на параметр оптимизации.
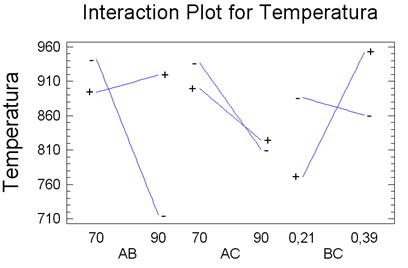
Рис.3. Совместное влияние факторов на параметр оптимизации
Диаграмма показывает, что наибольшее влияние на температуру в зоне резания оказывает скорость резания и подача, меньшее – подача и глубина резания, наименьшее – скорость и глубина резания.
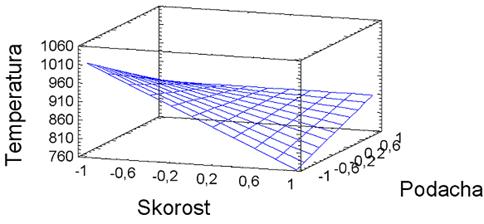
Рис.4. График зависимости температуры от скорости резания и подачи (t=4мм)
По осям категорий отложены не натуральные значения, а уровни (от -1 до 1), а по оси значений – натуральное значение. В программе так же есть возможность построения такого графика в координатах различных факторов (два из трех) и при различном уровне третьего фактора.
На рис. 5. показана диаграмма, показывающая степень влияния различных факторов на параметр оптимизации с учетом случайных погрешностей. Как и диаграммы на рис.2 и рис.3, она показывает, что наибольшее влияние на параметр оптимизации имеют скорость резания и подача, а так же их совместное влияние.
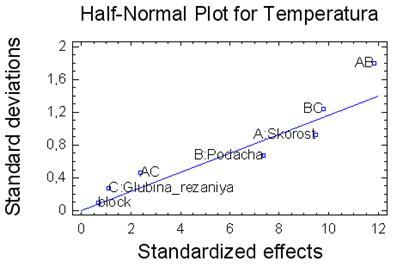
Рис.5. Отклонения факторов от нормального распределения.
На рис.6. представлен куб распределения параметра оптимизации в зависимости от всех факторов в натуральных значениях.
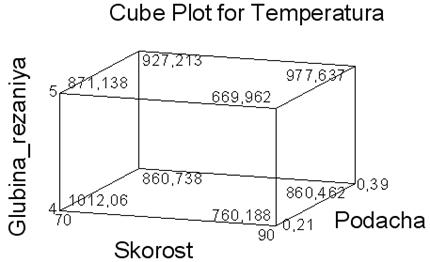
Рис.6. Куб точек температуры
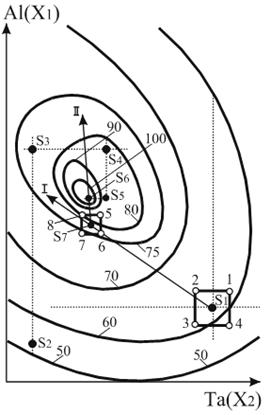
Это распределение можно представить в другом виде (рис.7) на нулевом уровне для глубины резания. По графику можно оценить ожидаемую температуру в зоне резания при различных параметрах режима резания.
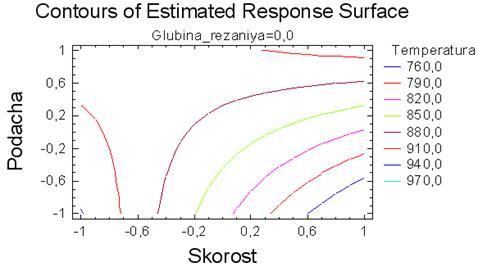
Рис.7. Контуры поверхностей температуры при различных подачах и скорости резания (t=4,5мм)
Выводы
1. Несмотря на несоответствие коэффициентов регрессии, полученных расчетом и в автоматическом режиме, программное обеспечение предоставляет широкие возможности для последующего анализа полученных зависимостей, однако, программное обеспечение не дает заключения об адекватности разработанной линейной модели.
2. При проведении дополнительных экспериментов №2, 3, 5, 6, 7, уточнении экспериментальных данных, возможно, что при новом пересчете коэффициентов регрессии, разработанная модель будет адекватной.
Похожие работы
... необходимо 24 образца. Неравномерное дублирование предполагает повторение экспериментов в каждой серии опытов неодинаковое число раз. На практике неравномерное дублирование экспериментов используется сравнительно редко из-за сложности построения регрессионных моделей по получаемым опытным данным. При решении прикладных задач материаловедения количество дублей в каждом опыте принимают не менее ...
... (от e) Общая m – число данных в строке (число повторов в ячейке), - число столбцов, - число строк. 3. Дисперсионный анализ в системе MINITAB Для проведения дисперсионного анализа в системе MINITAB необходимо выбрать из меню Stat > ANOVA. Различные возможности проведения дисперсионного анализа представлены следующими командами. ...
вание отсеивающего эксперимента, основное значение которого выделение из всей совокупности факторов группы существенных факторов, подлежащих дальнейшему детальному изучению; планирование эксперимента для дисперсионного анализа, т.е. составление планов для объектов с качественными факторами; планирование регрессионного эксперимента, позволяющего получать регрессионные модели (полиномиальные и ...
... свободы остается на проверку гипотезы адекватности. Если заранее пренебречь взаимодействиями высших порядков, то имеется возможность получить математическую модель при меньшем числу опытов, реализовав не весь план ДФЭ, а только его часть (дробную реплику). Эксперимент, реализующий часть (дробную реплику) полного факторного эксперимента, называется дробным факторным экспериментом (ДФЭ). ДФЭ ...
0 комментариев