Навигация
Затраты на изготовление приспособления
28202
знака
18
таблиц
0
изображений
1.2 Затраты на изготовление приспособления
Трудоемкость изготовления станка:
Тобщ = Тлит + Тмех + Тсл.сб + Тпр
где Тлит – трудоемкость литейных работ;
Тмех – трудоемкость механической обработки;
Тсп.сб – трудоемкость слесарно-сборочных работ;
Тпр – трудоемкость прочих работ.
Трудоемкость литейных работ:
![]()
где С1 – постоянная величина для данной группы приспособлений;
gср – средний вес одной заготовки, кг;
N – годовой выпуск приспособлений, шт.;
Х, Z - показатели степени, определяющие величину влияния соответствующих факторов на трудоемкость;
Qлит – черный вес литых деталей приспособления;
Кмаш – поправочный коэффициент, учитывающий степень механизации формовочных работ.
![]() чел∙ч.
чел∙ч.
Трудоемкость механической обработки:
![]()
где С2 – постоянная величина, зависящая от конструкции деталей приспособления и технических условий;
Q – чистый вес приспособления в сборе, кг;
Nор – количество оригинальных деталей.
![]() чел∙ч.
чел∙ч.
Трудоемкость слесарно-сборочных работ:
где С3 – постоянная величина для данной группы приспособлений;
Q – чистый вес приспособления в сборе, кг;
n - количество всех деталей в изделии, шт.
![]() чел∙ч.
чел∙ч.
Трудоемкость прочих работ:
Тпр = Тмех ∙ Кпр
где Тмех – трудоемкость механической обработки;
Кпр - коэффициент прочих работ (0,17).
Тпр = 36,28 ∙ 0,17 = 0,06 чел∙ч.
Трудоемкость изготовления приспособления:
Тобщ = 36,28 + 4,9 + 3,77 + 0,06 = 45,01 чел∙ч.
Затраты на оплату труда при изготовлении приспособления:
Зо = Стр ∙ Тобщ ∙Р,
где Стр – часовая тарифная ставка рабочих, руб.;
Тобщ – общая трудоемкость;
Р – количество исполнителей.
Зо = 43,3 ∙ 45,01 ∙ 2 = 3897,03
Дополнительная заработная плата – 10 % от основной заработной платы: 253,3 руб. Общие затраты на оплату труда при изготовлении станка 2786,35 рублей.
1.3 Затраты на основные материалы
Затраты на материалы:![]() , (3)
, (3)
![]() - вес детали;
- вес детали;
![]() - коэффициент транспортировки;
- коэффициент транспортировки;
![]() - цена металла;
- цена металла;
![]() - цена отходов.
- цена отходов.
Основные материалы производят литейщик и токарь. Основными материалами являются:
-корпус гидроцилиндра (алюминий);
-поршень гидроцилиндра (алюминий);
-направляющая гидроцилиндра (алюминий);
-толкающий вал (сталь 3);
-оправка в сборе (сталь 3);
-каркас станка (сталь 3);
-плита станка (сталь 3).
![]() руб.
руб.
1.4 Затраты на покупные изделия для производства приспособления
Табл. 1 Покупные изделия
| Наименование | Количество | Цена единицы, руб. | Общая цена, руб. |
| Барометр | 1 | 820 | 820 |
| Крепежные изделия | 25 | 25 | 625 |
| Фиксаторы | 4 | 32 | 128 |
| Пружины | 4 | 21 | 84 |
| Зажимы | 2 | 36 | 72 |
| Насос | 1 | 28600 | 28600 |
| Трубки, шланги | 2 | 124 | 248 |
| Рабочая жидкость (масло), литров | 25 | 20 | 500 |
| Итого | 31077 | ||
| Итого с учетом транспортировки (Кт=1,1) | 34184,7 | ||
Таблица 2 Расчет себестоимости и цены приспособления
| Наименование статей | Сумма, руб. |
| 1.Материалы 2.Покупные изделия 3.Затраты на проектирование (включая изготовление) 4.Общепроизводственные расходы (100 % от основной заработной платы) | 35225,8 34184,7 4201,8 10294,3 |
| Итого (производственная себестоимость) | 83906,6 |
| Внепроизводственные расходы (5 %) | 4195,3 |
| Итого (полная себестоимость) | 88101,93 |
| Прибыль (20 %) | 17620,4 |
| Оптовая цена приспособления | 105722,3 |
| НДС (18 %) | 19030 |
| Отпускная оптовая цена с НДС | 124752,3 |
Похожие работы

... (ОАСУ) и общегосударственную автоматизированную систему управления (ОГАС). Проектируемое предприятие является по принадлежности предприятием общего пользования, осуществляющее перевозки пассажиров; по организации производственной деятельности – комплексное. Подвижной состав АТП однотипен - 180 автомобилей ПАЗ-3206. Основные характеристики этих автомобилей представлены в таблице 1.1, а их внешний ...
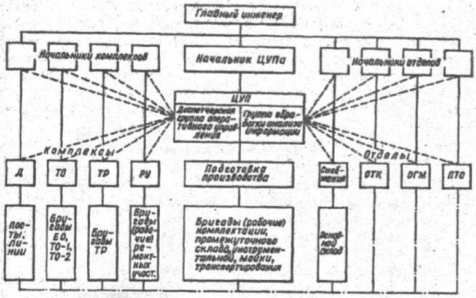
... для проверки на ТО-1 или ТО-2. Запись о выполняемых работах ведёт бригадир данного производственного участка, а подтверждает механик колонны, принимающий автомобиль после обслуживания в техническом отделе автотранспортного предприятия на основе записей в этих листах контролируется выполнения плана-графика работ по техническому обслуживанию. В небольших автотранспортных предприятиях на одном ...
0 комментариев