Навигация
Обоснование необходимости автоматизированного контроля и управления
37842
знака
2
таблицы
35
изображений
1.2 Обоснование необходимости автоматизированного контроля и управления
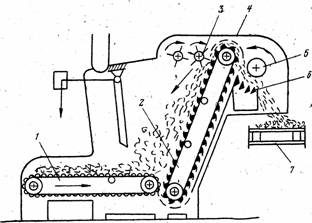
Одной из основных операций на чесальных, ленточных и прядильных машинах является «утонение» продукта, причем к равномерности свойств получаемого продукта по длине (толщине, прочности и т.д.) предъявляются очень высокие требования.
Задачу выравнивания продукта решают разными методами. В некоторых случаях – за счет увеличения переходов (продукт утоняют вытягиванием, а затем, складывая несколько лент, снова их вытягивают). Однако в последнее время все большее внимание уделяется автоматическим методам выравнивания продукта, позволяющим получать продукцию высокого качества с меньшим количеством технологического оборудования. Развивается тенденция к сокращению не только отдельных однотипных машин (например, ленточных), но и целых переходов.
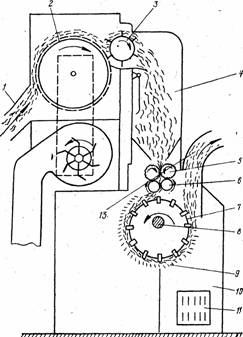
Основным показателем, характеризующим равномерность продукта (ленты, ровницы, пряжи) по толщине, является линейная плотность. В существующих системах автоматического регулирования ОПЛ контролируется в основном механическими, индуктивными, пневматическими, фотоэлектрическими и радиоактивными первичными преобразователями.
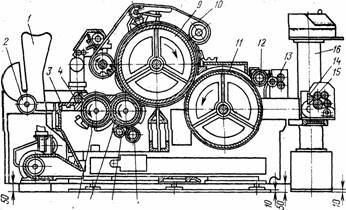
Регуляторы ЛПЛ, или системы автоматического выравнивания продукта (САВ), нашли применение на трепальных машинах, на ленточных машинах в камвольном прядении шерсти, в хлопкопрядении при бесхолстовом питании и в льнопрядении. Ведутся разработки САВ для чесальных машин различных конструкций. Регулирование ЛПЛ, как правило, осуществляется изменением вытяжки за счет изменения скорости вытяжных (питающих или выпускных) цилиндров машин.
1.3 Требования к автоматизированным системам контроля и управления
Требования к функциям АСУ
АСУ в необходимых объемах должна, автоматизировано выполнять:
• сбор, обработку и анализ информации (сигналов, сообщений, документов и т. п.) о состоянии объекта управления;
• выработку управляющих воздействий (программ, планов и т. п.);
• передачу управляющих воздействий (сигналов, указаний, документов) на исполнение и ее контроль;
• реализацию и контроль выполнения управляющих воздействий;
• обмен информацией (документами, сообщениями и т. п.) с взаимосвязанными автоматизированными системами.
Состав автоматизированных функций (задач, комплексов задач - далее функций) АСУ должен обеспечивать возможность управления соответствующим объектом в соответствии с любой из целей, установленных в ТЗ на АСУ.
Состав автоматизированных функций АСУ и степень их автоматизации должны быть технико-экономически и (или) социально обоснованы с учетом необходимости освобождения персонала от выполнения повторяющихся действий и создания условий для использования его творческих способностей в процессе работы.
Требования к техническому обеспечению АСУ
Комплекс технических средств АСУ должен быть достаточным для выполнения всех автоматизированных функций АСУ. В комплексе технических средств АСУ должны в основном использоваться технические средства серийного производства. При необходимости допускается применение технических средств единичного производства.
Тиражируемые АСУ и их части должны строиться на базе унифицированных технических средств.
Технические средства АСУ должны быть размещены с соблюдением требований, содержащихся в технической, в том числе эксплуатационной, документации на них, и так, чтобы было удобно использовать их при функционировании АСУ и выполнять техническое обслуживание.
Размещение технических средств, используемых персоналом АСУ при выполнении автоматизированных функций, должно соответствовать требованиям эргономики: для производственного оборудования по ГОСТ 12.049-80, для средств представления зрительной информации по ГОСТ 21829-76, в том числе для табло коллективного пользования из цифровых знакосинтезирующих электролюминесцентных индикаторов по ГОСТ 21837-76.
Технические средства АСУ, используемые при взаимодействии АСУ с другими системами, должны быть совместимы по интерфейсам с соответствующими техническими средствами этих систем и используемых систем связи.
В АСУ должны быть использованы технические средства со сроком службы не менее десяти лет. Применение технических средств с меньшим сроком службы допускается только в обоснованных случаях и по согласованию с заказчиком АСУ.
Любое из технических средств АСУ должно допускать замену его средством аналогичного функционального назначения без каких-либо конструктивных изменений или регулировки в остальных технических средствах АСУ (кроме случаев, специально оговоренных в технической документации на АСУ).
Технические средства АСУ допускается использовать только в условиях, определенных в эксплуатационной документации на них. В случаях, когда необходимо их использование в среде, параметры которой превышают допустимые значения, установленные для этих технических средств, должны быть предусмотрены меры защиты отдельных технических средств АСУ от влияния внешних воздействующих факторов.
В АСУ должны быть использованы средства вычислительной техники, удовлетворяющие общим техническим требованиям по ГОСТ 22552-84.
2. Раздел автоматизации
2.1 Идентификация объекта автоматизации
Под идентификацией динамических объектов понимают процедуру определения структуры и параметров их математических моделей, которые при одинаковом входном сигнале объекта и модели обеспечивают близость выхода модели к выходу объекта при наличие какого-то критерия качества.
Обычно идентификация – многоэтапная процедура. Основные ее этапы следующие:
1. Структурная идентификация – заключается в определении структуры математической модели на основании теоретических соображений.
2. Параметрическая идентификация – включает в себя проведение идентифицирующего эксперимента и определение оценок параметров модели по экспериментальным данным.
3. Проверка адекватности – проверка качества модели в смысле выбранного критерия близости выходов модели и объекта.
Для проведения идентификации технологического объекта управления воспользуемся пакетом System Identification Toolbox (SIT) из состава MATLAB.
Пакет System Identification Toolbox содержит средства для создания математических моделей линейных динамических объектов (систем) на основе наблюдаемых входных/выходных данных. Он имеет удобный графический интерфейс, позволяющий организовывать данные и создавать модели. Методы идентификации, входящие в пакет применимы для решения широкого класса задач – от проектирования систем управления и обработки сигналов до анализа временных рядов.
Обработка массива данных с помощью пакета System Identification Toolbox предполагает следующие этапы:
1. обработка и преобразование данных с целью создания файла данных;
2. непараметрическое оценивание данных с целью предварительного определения основных характеристик ТОУ;
3. параметрическое оценивание данных с целью создания различных видов моделей с тета-формате;
4. задание структуры модели;
5. изменение и уточнение структуры модели (если это необходимо);
6. проверка адекватности и сравнение различных видов моделей с целью выбора наилучшей;
7. преобразование модели тета-формата в вид удобный для дальнейшего использования при анализе и синтезе системы управления.
В результате проведенного эксперимента был получен массив данных состоящий из 2 тысяч значений входного параметра (скорость вытягивающей пары, м/с) и 2 тысяч значений выходного параметра (линейная плотность, ктекс). Интервал дискретизации равен 2.5 (ts=2.5). Для загрузки в рабочую область MATLAB массива данных необходимо выполнить команду:
>> load datta
После выполнения команды в рабочей области появились массив входных переменных u и массив выходного параметра y.
![]()
Интервал дискретизации указывается дополнительно:
>> ts=2.5
ts = 2.5
Для объединения исходных данных в единый файл воспользуемся командой:
>> dan=iddata(y(951:1050),u(951:1050),ts)
Time domain data set with 100 samples.
Sampling interval: 2.5
Outputs Unit (if specified)
y1
Inputs Unit (if specified)
u1
Сформированный файл указывает, что он содержит результаты 100 измерений с интервалом дискретизации 2.5 с. Входными переменными является массив u, а выходным параметром y.
Для наглядности сформированного файла необходимо в его структуру ввести обозначения входных и выходных данных, а также их размерностей:
>> set(dan,'InputName','Скорость вятягивающей пары','OutputName','Линейная плотность')
>> set(dan,'InputUnit','м/с','OutputUnit','ктекс')
Для просмотра полной информации о полученном файле воспользуемся командой:
>> get(dan)
ans =
Domain: 'Time'
Name: []
OutputData: [100x1 double]
y: 'Same as OutputData'
OutputName: {'Линейная плотность'}
OutputUnit: {'ктекс'}
InputData: [100x1 double]
u: 'Same as InputData'
InputName: {'Скорость вятягивающей пары'}
InputUnit: {'м/с'}
Period: Inf
InterSample: 'zoh'
Ts: 2.5000
Tstart: []
SamplingInstants: [100x0 double]
TimeUnit: ''
ExperimentName: 'Exp1'
Notes: []
UserData: []
Для графического представления данных воспользуемся командой:
>> plot(dan)
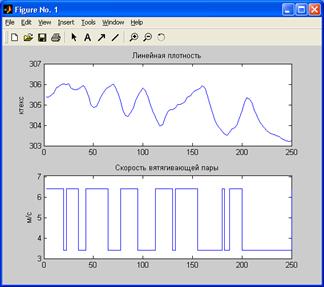
Рисунок 2.1.1 Графическое представление исходных данных
Для дальнейшего использования полученных исходных данных необходимо провести предварительную обработку этих данных с целью удаления тренда из набора данных и если необходимо отфильтровать данные с помощью имеющихся средств в пакете System Identification Toolbox. Данные операции проведем в графическом интерфейсе System Identification Toolbox, который запускается из командной строки командой:
>> ident
Opening ident ....... done.
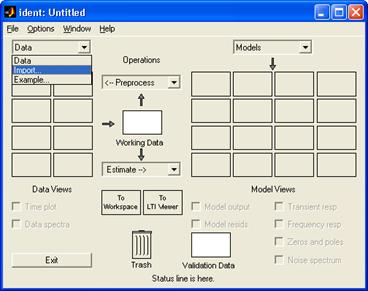
В результате выполнения этой команды появляется диалоговое окно показанное на рисунке 2.1.2. На начальной стадии идентификации с использованием графического интерфейса после проведения эксперемента необходимо сформировать файл данных, в нашем примере таким файлом является dan.
В левом верхнем углу окна выберем в раскрывающемся списке Data вариант Import. Это приведет к открытию диалогового окна показанного на рисунке 2.1.3.
|
|
| Рисунок 2.1.2 Окно графического интерфейса SIT |
В поле окна Data Format for Signals выбираем IDDATA object. В поле Iddata вводим название нашего файла dan (см. рисунок 2.1.3)
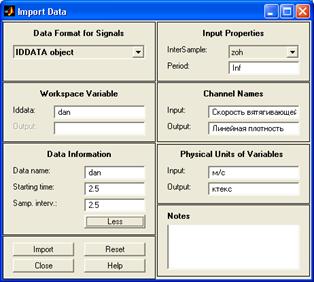
Рисунок 2.1.3 Окно параметров импорта
Запустим режим быстрого старта, для чего в падающем меню Operations выберем Quick Start (см. рисунок 2.1.4).
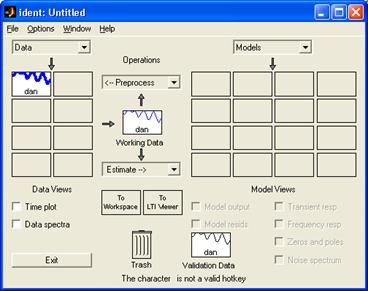
Рисунок 2.1.4 Импорт файла данных выполнен
Во время выполнения этого режима производится:
· Удаление тренда из массива экспериментальных данных;
· Формирование усеченных массивов данных с именами dande и dandv для построения моделей.
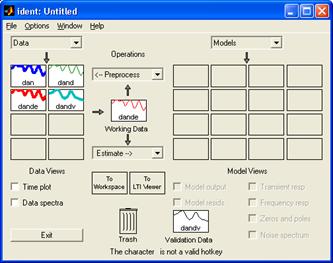
Рисунок 2.1.5 Завершен импорт и преобразование данных
После проведения предварительной обработки данных можно приступить к нахождению оценки модели.
В предложенном списке Estimate выбираем Parametric models (см. рисунок 2.1.6), данный выбор приведет к открытию диалогового окна задания структуры модели (см. рисунок 2.1.7).
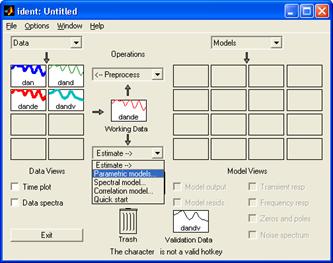
Рисунок 2.1.6 Выбираем параметрические модели
Получим параметрические модели из предложенного списка (ARX, ARMAX, OE, BJ, State Space см. рисунок 2.1.7), оценка производится нажатием кнопки Estimate. Существует возможность изменить параметры модели в редакторе Order Editor. Воспользуемся значениями по умолчанию, за исключением ARX и State Space, у которых параметры выберем, нажав кнопку Order Selection.
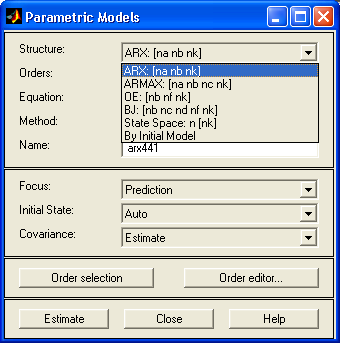
Рисунок 2.1.7 Окно выбора структуры моделей
После того как были получены все 5 моделей объекта управления (см. рисунок 2.1.8), можно приступит к выбору одной из них, которая будет использоваться далее для получения передаточной функции ТОУ.
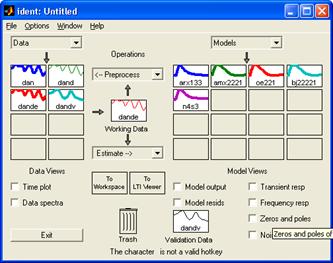
Рисунок 2.1.8 Получены 5 моделей ТОУ
Для выбора модели следует пользоваться средствами которые предоставляет System Identification Toolbox:
· Transient resp (переходная характеристика);
· Frequency resp (частотные характеристики);
· Zeros and poles (графики нулей и полюсов);
· Noise spectrum(графики спектров шумов).
Выбор отображаемых на этих графиках моделей осуществляется выделением соответствующих в окне списка моделей.
Для анализа модели ТОУ возьмем модель n4s3, для чего перетащим ее на иконку To Workspace, при этом модель n4s3 появится в рабочем пространстве MATLAB.
Полученная модель представлена в так называемом тета – формате и является дискретной. Для преобразования модели из тета - формата в вид удобный для дальнейшего использования в пакете System Identification Toolbox имеются специальные функции.
Преобразуем модель тета-формата многомерного объекта в вектор передаточных функций, связанных с выбранным входом:
>> [n,d]=th2tf(n4s3)
n = 0 -0.0113 0.0188 0.0580
d = 1.0000 -1.7658 1.0929 -0.2527
где n, d соответственно числитель и знаменатель дискретной передаточной функции.
Получим дискретную передаточную функцию:
>> zn4s=tf(n,d,ts)
Transfer function: -0.01133 z^2 + 0.01876 z + 0.05795
z^3 - 1.766 z^2 + 1.093 z - 0.2527
Sampling time: 2.5
Преобразуем дискретную модель в непрерывную и представим ее в виде передаточной функции:
>> sn4s=d2c(zn4s)
Transfer function:
Похожие работы

... 61508;Х=Хвх+-Хо.с. и решив их совместно получим ур-е W=Wпр/(1+-Wпр*Wо.с.) Структурные методы широко используются в инженерной практике для характеристики процессов в элементах и системах автоматики Структурные схемы элементов автоматических систем формируются на основе совокупности ур-ий, которые связывают характеристики процесса с параметрами и начальными условиями этого процесса в сочетании с ...
... и прочная пряжа. Процесс прядения осуществляется либо на кольцевых прядильных машинах с веретенами и бегунками, либо на безверетенных пневмомеханических машинах. Описанная последовательность переработки хлопка в прядильном производстве называется кардной (обычной). По этой системе вырабатывается большая часть хлопчатобумажной пряжи. В таблице 1 приведены этапы обработки, технологические процессы ...
... К - крутка пряжи (из 3-го этапа) Тпр - заданная линейная плотность пряжи (из задания) g- масса пряжи на початке, g = 0,370 кг, (1,стр. 326) КПВ =0,87(нормы тех. проектирования); tсм – продолжительность смены, tсм =8 часов; а – количество смен, а =2; 4.2 Производительность ровничной машины Р-216-ЛО Вид произ-ти Размерность Теоретическая производительность КПВ Фактическая ...
0 комментариев