Навигация
Обоснование выбора типа регулятора
37842
знака
2
таблицы
35
изображений
2.2 Обоснование выбора типа регулятора
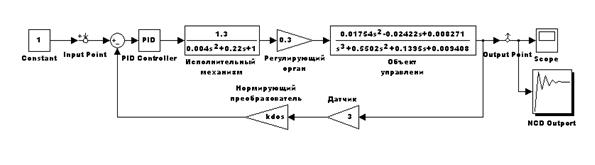
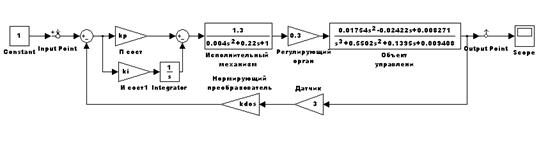
Для того, чтобы правильно выбрать необходимый тип вносимого в систему регулятора, исследуем переходный процесс объекта управления на основании передаточной функции W(p) ТОУ полученной в предыдущем разделе. Построим функциональную схему в SIMULINK и с помощью LTI получим переходную характеристику объекта управления:
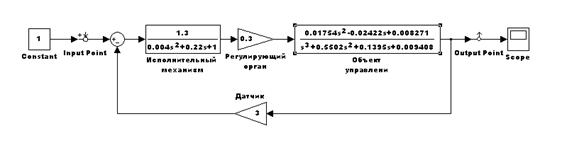
Рисунок 2.2.1 Схема моделирования САР в SIMULINK
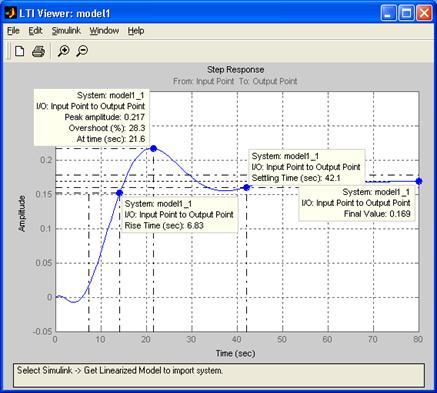
Рисунок 2.2.2 Переходная характеристика ТОУ
По виду переходной характеристики можно сказать, что имеющиеся показатели точности и качества нас не удовлетворяют:
· время регулирования составляет 42.1 с.
· статическая ошибка составляет 83 %.
Для обеспечения заданных показателей качества и точности переходного процесса, а также выполнения требований по запасам устойчивости необходимо введение в систему линейного регулятора.
Очевидно, что статическую ошибку данной системы не получится устранить введением только регулятора, в связи с очень большим коэффициентом передачи датчика обратной связи. Необходимо, ввести последовательно с датчиком обратной связи звено, которое обеспечивало бы, коэффициент передачи по цепи обратной связи равный 1, т.е. установить нормирующий преобразователь с передаточной функцией:
![]() , где
, где ![]() .
.
Необходимым условием надежной устойчивой работы АСР является правильный выбор типа регулятора и его настроек, гарантирующий требуемое качество регулирования.
В зависимости от свойств объектов управления, определяемых его передаточной функцией и параметрами, и предполагаемого вида переходного процесса выбирается тип и настройка линейных регуляторов.
Основные области применения линейных регуляторов определяются с учетом следующих рекомендаций:
И – регулятор со статическим ОР – при медленных изменениях возмущений и малом времени запаздывания (τ/Т<0.1);
П – регулятор со статическим и астатическим ОР – при любой инерционности и времени запаздывания, определяемом соотношением τ/Т<0.1;
ПИ – регулятор – при любой инерционности и времени запаздывания ОР, определяемом соотношением τ/Т<1;
ПИД – регуляторы при условии τ/Т<1 и малой колебательности исходных процессов.
Исходя из выше изложенных рекомендаций и учитывая применительно к нашей системе τ/Т=0.74, становится очевидно, что применение П- или И- регулятора с данным объектом не рекомендуется.
ПИ и ПИД регуляторы могут быть вполне применены. Исходя из соображений простоты конструкции, в данной курсовой работе сначала рассмотрим возможность использования в данной АСР ПИ- регулятора, в случае если с ним система не будет выполнять заданные показатели качества, точности и устойчивости, тогда будет рассмотрена возможность в применении регулятора с ПИД законом регулирования.
2.3 Оптимизация параметров настройки ПИ - регулятора
Информационные технологии коренным образом изменили порядок решения математических задач. Теперь решение задач и выполнение математических преобразований выполняются с помощью специальных программ. Одной из математических систем является MATLAB (MATrix LABoratory – матричная лаборатория компании MathSoft), которая в основном направлена для численного моделирования систем. В основу создания системы положен принцип расширяемости, где пользователь может создавать практически неограниченное число собственных функций. На этапе разработки структурной (укрупнённой) схемы применяется программа Simulink, представляющая собой “конструктор”, с помощью которого из стандартных “кубиков” строится структурная схема.
Для оптимизации параметров регулятора влажности воспользуемся пакетом прикладных программ для построения систем управления Nonlinear Control Design (NCD) Blockset, который реализует метод динамической оптимизации. Этот инструмент, строго говоря, представляющий собой набор блоков, разработанных для использования с Simulink, автоматически настраивает параметры моделируемых систем, основываясь на определённых пользователем ограничениях на их временные характеристики. Типовой сеанс в среде Simulink с использованием возможностей и блоков NCD Blockset состоит из ряда стадий.
Начальной стадией является создание модели исследуемой системы из стандартных блоков. Затем вход блока NCD Outport соединяется с теми сигналами системы, на которые накладываются ограничения. Этими сигналами могут быть, например выходы системы, их среднеквадратические отклонения и т.д.

Рисунок 2.3.1 Схема САР для определения оптимальных параметров настройки ПИ- регулятора
Затем в режиме командной строки MATLAB задаются начальные значения параметров, подлежащих оптимизации.
>> kp=1
>> ki=1
>> kdos=1
Двойным щелчком мыши на пиктограмме ПИ регулятор и нормирующего преобразователя раскрывается окно настроечных коэффициентов (см. рисунок 2.3.2 и 2.3.3). Где введем имена коэффициентов которые будем подвергать автоматической оптимизации.
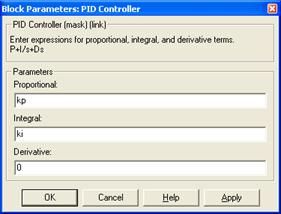
Рисунок 2.3.2 Окно настроек PID регулятора
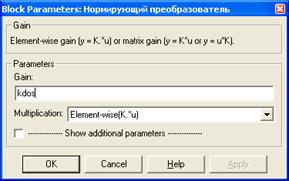
Рисунок 2.3.3 Окно настроек нормирующего преобразователя
Двойным щелчком мыши на пиктограмме NCD Outport данный блок раскрывается. В меню блока NCD Outport задаётся интервал дискретизации (один или два процента от длительности процесса моделирования и указываются имена (идентификаторы) параметров системы, подлежащих оптимизации.
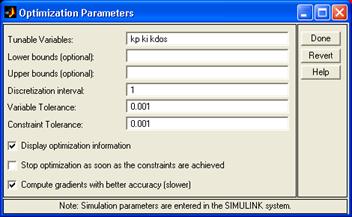
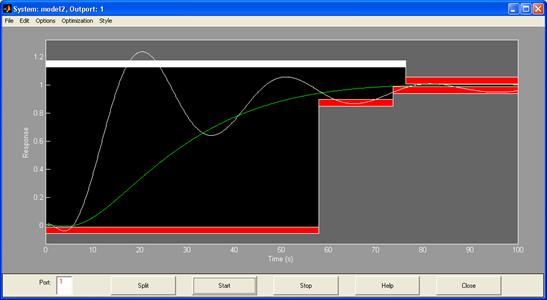
Рисунок 2.3.4 Окно настроек NCD Outport
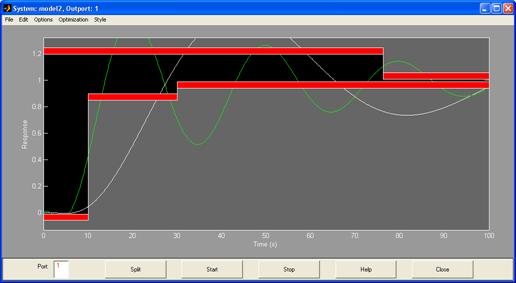

Рисунок 2.3.5 NCD Outport процесс оптимизации параметров регулятора
По окончании работы NCD Outport в окне команд MATLAB можно получить оптимизированные значения коэффициентов ПИ- регулятора:
>> kp
kp = 0.2601
>> ki
ki = 0.393
>> kdos
kdos = 0.3333
2.4 Анализ устойчивости и качества системы управления
Для построения переходной характеристики и логарифмических амплитудных и частотных характеристик с помощью LTI необходимо заменить блок PID контроллер на эквивалентную схему, т.к. блок PID не предназначен для работы в составе системы при линеаризации.

Рисунок 2.4.1 Схема САР линейной плотности для снятия переходной характеристики

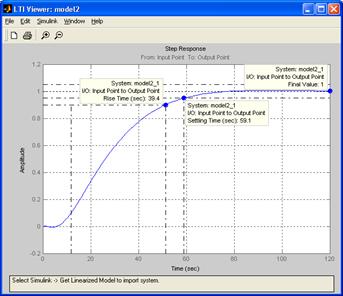
Рисунок 2.4.2 Переходная характеристика САР линейной плотности с введенным и оптимизированным ПИ- регулятором
Из рисунка 2.4.2 видим:
1. Время нарастания – 39.4 с.;
2. Время регулирования – 59.1 с.;
3. Установившееся значение – 1;
4. Перерегулирование – отсутствует.
Для получения логарифмических амплитудных и фазовых характеристик для определения запасов устойчивости и амплитуде и фазе необходимо разомкнуть систему.

Рисунок 2.4.3 Схема разомкнутой САР для снятия логарифмических характеристик
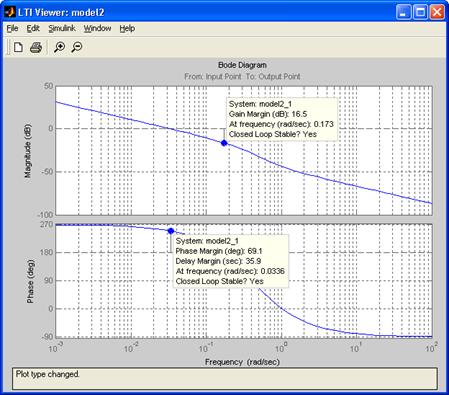
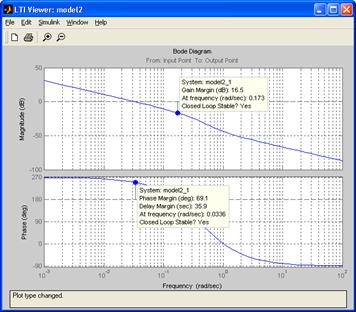
Рисунок 2.4.4 ЛАХ и ЛФХ системы автоматического регулирования линейной плотности
Из рисунка 2.4.4 видим:
1. Запас по амплитуде – 16.5 dB;
2. Запас по фазе – 69.1°.
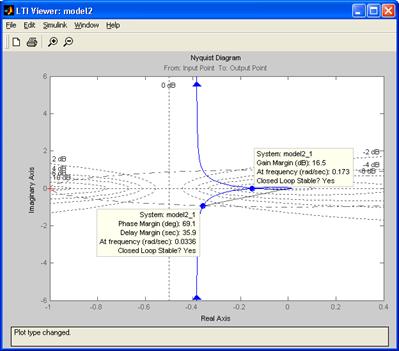
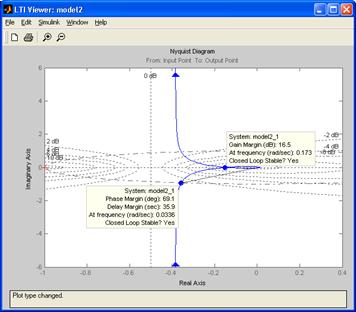
Рисунок 2.4.5 АФЧ системы автоматического регулирования линейной плотности
Заключение
В данной курсовой работе проведена идентификация питающего бункера чесальной машины как объекта автоматического регулирования линейной плотности. Проведена проверка на наблюдаемость и управляемость объекта управления. На основе анализа переходных характеристик объекта управления был выбран наиболее подходящий для данного переходного процесса ПИ – регулятор. Проведена оптимизация настроечных параметров этого регулятора с помощью MATLAB.
В результате введения в систему ПИ-регулятора были получены следующие параметры системы:
· Время переходного процесса 59.1 с.;
· Перерегулирование отсутствует;
· Статическая ошибка – нет;
· Запас по фазе 69.1°;
· Запас по амплитуде 16.5 dB.
Учитывая полученные значения параметров системы можно утверждать, что выполнены все поставленные в задании на курсовую работу требования.
Литература:
1. Бесекерский В.А., Попов Е.П. Теория систем автоматического регулирования. М.: Наука, 1972. – 412 с.
2. Теория автоматического управления. Под. ред. Ю.М. Соломенцева. М.: Высшая школа, 2003. – 372 с.
3. Воронов А.А. «Основы теории автоматического регулирования и управления ». Уч. пособие для вузов. М.: Высш. Школа, 1977.-519стр
4. Варламов И.Г., Чем руководствоваться при принятии решения по выбору закона регулирования (ПИ или ПИД) в процессе наладки САР на предприятии? «Промышленные АСУ и контроллеры. 2005. №11 с.59-60»
5. «Автоматизированные системы обработки информации и управления» под ред. Кескевич И.Л., уч. изд., 1990г.
6. «Автоматические приборы, регуляторы и вычислительные системы» Справочное пособие. Изд 3-е, перераб. и доп. Под ред. Б.Д. Кошарского. Л.: «Машиностроение».1976. 488 с. ил.
7. Чистяков В.С. «Краткий справочник по теплотехническим измерениям».-М.: Энергоатомиздат, 1990.-320 с.
8. ГОСТ 21 404 «Автоматизация технологических процессов. Условные графические обозначения»
9. СНиП 305.07-85 «Автоматизация технологических процессов. Основные положения».
10. Карташова А.Н., Дунин-Барковский И.В. Технологические измерения и приборы в текстильной и легкой промышленности. М., Легкая и пищевая промышленность, 1984 – 312 с
11. Айзенберг Л.Г., Кипнис А.Б., Стороженко Ю.И. Технологические измерения и контрольно-измерительные приборы в текстильной и легкой промышленности. М., Легпромбытиздат, 1990 – 368 с., ил
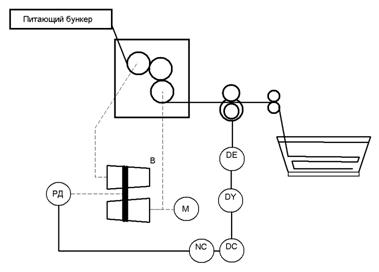
Структурная схема АСР линейной плотности
Динамический подбор коэффициентов ПИ регулятора с использованием блока NCD
Структурная схема АСР линейной плотности для снятия переходной характеристики
Переходная характеристика АСР линейной плотности
ЛАХ и ЛФХ АСР линейной плотности
АФЧХ АСР линейной плотности
Похожие работы

... 61508;Х=Хвх+-Хо.с. и решив их совместно получим ур-е W=Wпр/(1+-Wпр*Wо.с.) Структурные методы широко используются в инженерной практике для характеристики процессов в элементах и системах автоматики Структурные схемы элементов автоматических систем формируются на основе совокупности ур-ий, которые связывают характеристики процесса с параметрами и начальными условиями этого процесса в сочетании с ...
... и прочная пряжа. Процесс прядения осуществляется либо на кольцевых прядильных машинах с веретенами и бегунками, либо на безверетенных пневмомеханических машинах. Описанная последовательность переработки хлопка в прядильном производстве называется кардной (обычной). По этой системе вырабатывается большая часть хлопчатобумажной пряжи. В таблице 1 приведены этапы обработки, технологические процессы ...
... К - крутка пряжи (из 3-го этапа) Тпр - заданная линейная плотность пряжи (из задания) g- масса пряжи на початке, g = 0,370 кг, (1,стр. 326) КПВ =0,87(нормы тех. проектирования); tсм – продолжительность смены, tсм =8 часов; а – количество смен, а =2; 4.2 Производительность ровничной машины Р-216-ЛО Вид произ-ти Размерность Теоретическая производительность КПВ Фактическая ...
0 комментариев