Идентификация продукции
Методы испытаний и оборудование, применяемые при оценке свойств продукции
Определение прочности крепления деталей низа
Прочность q, Н/см (кгс/см), разрывное усилие на 1 см длины крепления вычисляют по формуле
Описание испытательной лаборатории
Подготовка документов к аккредитации на техническую компетентность и независимость
Навигация
Определение прочности крепления деталей низа
Общие технические требования к детской обуви. Аккредитация испытательной лаборатории
60195
знаков
7
таблиц
5
изображений
4.2 Определение прочности крепления деталей низа
Определение прочности крепления деталей низа проводят в соответствии с ГОСТ 9134-78. Стандарт распространяется на кожаную обувь гвоздевого, винтового, деревянно-шпилечного, прошивного, рантового, доппельного, сандального, клеепрошивного и строчечно-клеепрошивного (типа опанок) крепления и устанавливает методы испытания прочности крепления деталей низа обуви.
Метод определения прочности крепления деталей низа в обуви рантового, доппельного и сандального крепления
Аппаратура
1. Для определения прочности крепления деталей низа обуви применяют разрывную машину типа РТ-250, снабженную специальными приборами (черт. 1 и 2). Предельная нагрузка разрывной машины по соответствующей шкале не должна превышать нагрузку разрушения более чем в 10 раз. Нижние зажимы должны двигаться со скоростью 100 мм/мин.
2. Прибор для отрыва ранта от стельки (черт. 1) состоит из двух приспособлений: нижнего - для крепления ранта 7 с подошвой 8 и верхнего для крепления стельки 5 с верхом 4.
Нижнее приспособление представляет собой тиски, состоящие из двух губок 16 и 17, в которых зажимается рант с подошвой. Верхняя губка 16 неподвижна, а нижняя губка 17 передвигается вдоль направляющих 18 при помощи винта 13. Винт 13 ограничен подковкой 14, закрепленной винтом 15.
Тиски закрепляются в нижнем зажиме разрывной машины с помощью медного хвостовика 12, соединенного с направляющими 18 угольником 11 и винтами 19.
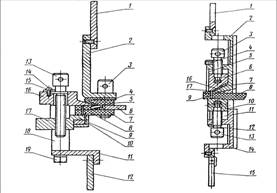
Черт.1 Черт.2
Для лучшего закрепления образца поверхности верхней и нижней губок должны иметь рифление. При испытании образцов с пористой резиновой подошвой в нижнюю губку через соответствующие отверстия дополнительно вставляют семь шпилек 9. Шпильки запрессованы в планку 10, которая должна быть прикреплена винтами к нижней губке.
Верхнее приспособление прибора представляет собой угольник 2 и планку 6, между которыми закрепляется стелька 5 и верх 4. Прижим планки к угольнику осуществляется винтами 3.
Верхнее приспособление закрепляется в верхний зажим разрывной машины медным хвостовиком.
Указанный прибор для определения прочности крепления ранта со стелькой не применяется при испытании обуви с ручной пришивкой ранта.
3. Прибор для отрыва подошвы от ранта в обуви рантового крепления, а также подошвы от заготовки в обуви доппельного и сандального крепления (черт. 2) состоит из двух тисков. Верхние тиски служат для закрепления ранта или заготовки 7, а нижние - для закрепления подошвы 8.
Верхние тиски неподвижны. Нижние тиски перемещаются относительно верхних по направляющим стержням 12, головки 4 которых ввинчены в верхние тиски. Верхние тиски закрепляют в верхний зажим разрывной машины при помощи медного хвостовика /, привинченного к отростку верхних тисков 2, а нижние тиски закрепляют в нижний зажим разрывной машины медным хвостовиком 15, шарнирно связанным с отростком нижних тисков 14.
Губки верхних тисков 16 и нижних тисков 17 в сомкнутом состоянии должны входить между рантом или заготовкой 7 и подошвой 8.
При повороте винта 3 планка 6 зажимает рант или заготовку, а при повороте винта 13 планка 10 зажимает подошву.
Чтобы во время испытания образец не выскользнул, губки 16 и 17 к планки 6 и 10 должны иметь рифление.
Планки с боковой и частично с передней стороны тисков ограничены направляющими деталями 5 и 11.
Подготовка к испытанию
1. Образцы для испытания вырубают из обуви резаком или вырезают таким образом, чтобы в каждый образец вошли все элементы, образующие крепление: подошва, рант, стелька, затяжная кромка и скрепляющие швы в обуви рантового крепления и подошва, накладной рант, заготовка и скрепляющие швы в обуви доппельного и сандального крепления.
Образец должен иметь длину 40 мм и ширину 30—45 мм в зависимости от ширины уреза и расстояния от основания губы до края стельки. Скрепляющие швы должны располагаться вдоль образца.
Чтобы не нарушить крепление, вырубать образцы следует аккуратно из участков обуви с наименьшей кривизной, т.е. между носком и пучком, а в геленочной части с полевой или внутренней стороны обуви.
2. Для характеристики каждого вида крепления двуниточного и однониточного швов следует подвергнуть испытанию не менее двух образцов из каждой полупары.
3. Образцы перед испытанием должны быть выдержаны до постоянной массы при нормальных условиях температуры 20±3 °С и относительной влажности (65±5) % не менее 24 ч.
4. Перед испытанием в вырубленных или вырезанных образцах замеряют длину шва и количество целых стежков, расположенных по длине образца для двуниточного и однониточного швов. Длину шва определяют между крайними проколами целых стежков. Измерение длины шва производят с погрешностью не более 1,0 мм.
Проведение испытания
1. Испытание прочности крепления ранта со стелькой или ранта с подошвой в обуви рантового крепления производят на одном и том же образце. Вначале производят испытания прочности крепления ранта со стелькой, а затем — с подошвой.
2. Заправку образца при отрыве ранта от стельки (черт. 1) производят следующим образом: подошву 8 вместе с рантом 7 закрепляют в тисках между губками 17 и 16 так, чтобы верхняя губка входила между рантом 7 и верхом 4 без нарушения целостности однониточного шва; стельку с верхом закрепляют между рифлеными поверхностями угольника 2 и пластинки 6, вставленной между стелькой 5 и подошвой 8.
Закрепление стельки 5 и верха 4 достигают путем поворота винтов 3, сближающих, планку 6 с угольником 2.
При опускании нижнего зажима разрывной машины происходит отрыв ранта с подошвой от стельки с верхом.
3. Заправку образца при отрыве подошвы от ранта (черт. 2) в обуви рантового крепления или подошвы от заготовки в обуви доппельного и сандального крепления производят следующим образом: образец стороной, противоположной фрезерованному краю, вставляют в тиски так, чтобы сомкнутые губки 16 и 17 вошли между рантом или заготовкой 7 и подошвой 8. Сначала зажимают рант или заготовку 7 планкой 6 и губкой 16, а затем зажимают подошву 8 планкой 10 и губкой 17. При этом двуниточная строчка, скрепляющая рант с подошвой, должка проходить у края зуба на всем протяжении. При опускании нижнего зажима разрывной машины происходит отрыв подошвы от ранта или заготовки.
Обработка результатов
Похожие работы

... ГОСТ Р. Техническими регламентами II уровня являются: государственные и межгосударственные стандарты (далее — государственные стандарты), содержащие обязательные требования; правила по стандартизации, метрологии, сертификации; общероссийские классификаторы. Нормативные документы III уровня представлены стандартами, сфера применения которых ограничена, определенной отраслью народного хозяйства ...
... на проведение государственного надзора и контроля за соблюдением трудового законодательства и иных нормативных правовых актов, содержащих нормы трудового права, и органами исполнительной власти субъектов Российской Федерации в области охраны труда. Государственный контроль за качеством проведения аттестации рабочих мест по условиям труда возложен на органы государственной экспертизы условий труда ...

... Лифиц И.М. Основы стандартизации, метрологии и управления качеством товаров. М,: ТОО «Люкс-арт». 1994-168 с. 2. Крылова Г.Д. Основы стандартизации, сертификации, метрологии. М.: ЮНИТИ, 1998-456 с. 3. Исаев Л.К., Малинский В.Д. Метрология и стандартизация в сертификации. М.: ИПК Издательство стандартов, 1996-169 с. 4. Закон Российской Федерации от 07.02.92 №2300-1 «О ...
... должны иметь твердое и ровное покрытие с уклоном для стока воды, располагаться отдельно от зданий и сооружений на расстоянии в зависимости от категории производства и соответствовать требованиям Правил охраны труда на автомобильном транспорте, утвержденных постановлением Министерства транспорта и коммуникаций Республики Беларусь и Министерства труда и социальной защиты Республики Беларусь от 1 ...
0 комментариев