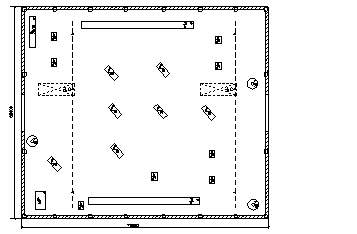
Характеристика окружающей среды производственных помещений
Определение электрических нагрузок по группам приемников электроэнергии
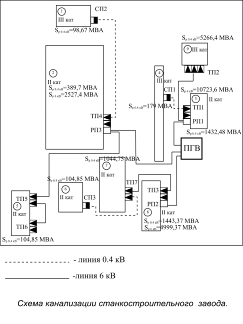
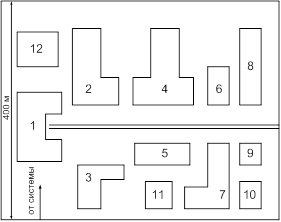
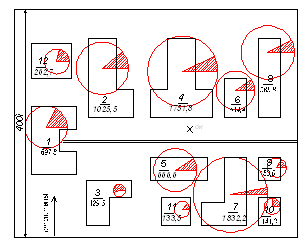
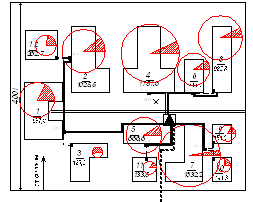
Построение картограммы определения центра электрических нагрузок и места расположения питающих подстанций
Выбор системы внешнего электроснабжения
Выбор системы внутреннего электроснабжения
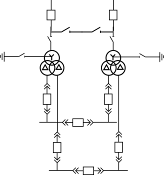
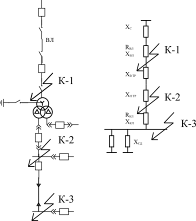
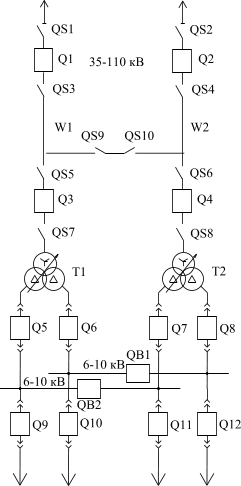
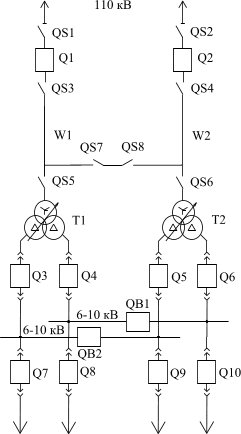
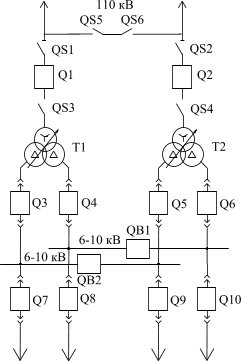
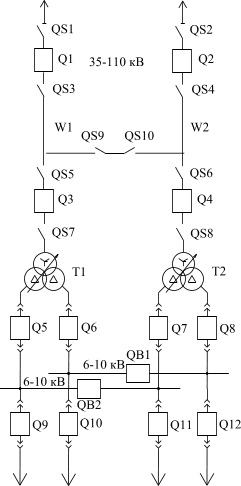
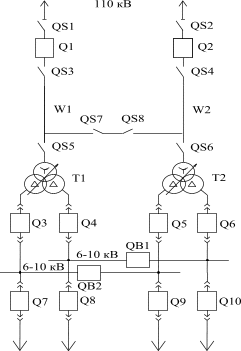
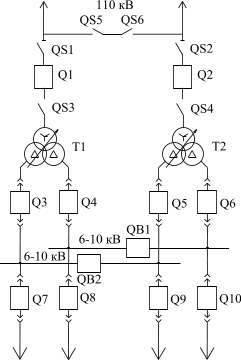
Построение принципиальной схемы электроснабжения
Составляем расчетную схему электроснабжения до электроприемников, подключенных к ШР-1. на схему наносим известные данные
Все данные по выбранным автоматическим выключателям и по кабелям заносим в таблицы. Проверку элементов цеховой сети проводим в разделе 10.1
Составляется схема замещения и нумеруются точки короткого замыкания в соответствии с расчетной схемой
Выбор и проверка токоведущих частей и аппаратов по токам КЗ
≥ 3,39
Составляем схему замещения (рисунок 10.1) и нумеруем точки короткого замыкания в соответствии с расчетной схемой
Определяем трехфазные и двухфазные точки короткого замыкания и заносим в «Сводную ведомость»
Составляется схема замещения для расчета 1-фазных токов КЗ (рисунок 10.2) и определяются сопротивления
Релейная защита цехового трансформатора
Защита цехового трансформатора при перегрузе
Расчет молниезащиты
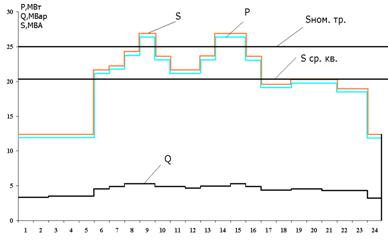
Возникают дополнительные потери активной мощности и энергии во всех элементах системы электроснабжения, обусловленные загрузкой их
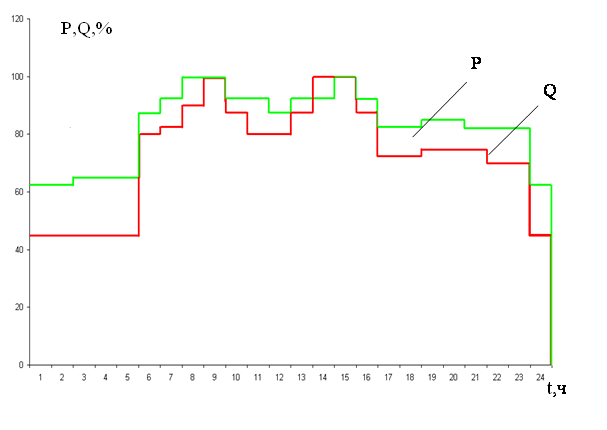
Регулирование работы компенсирующих устройств
Организация безопасной эксплуатации производства
Организация безопасной работы на холодильной станции цеха 2510
Общие требования к заземлению электроустановок
Навигация
Проектирование систем электроснабжения промышленных предприятий на основании технико-экономических расчетов
Проектирование систем электроснабжения промышленных предприятий на основании технико-экономических расчетов
116777
знаков
17
таблиц
4
изображения
Введение

Передача электроэнергии от источников к потребителям производится энергетическими системами, объединяющими несколько электростанций. Приемники электроэнергии промышленных предприятий получают питание от системы электроснабжения, которая является составной частью энергетической системы.
Электроэнергия на пути от источника питания до электроприемника на современных промышленных предприятиях (независимо от их энергоемкости и характера производства) как правило, трансформируется один или несколько раз: по напряжению и току, а потоки ее, по мере приближения к потребителям, дробятся на более мелкие и разветвленные каналы.
Первое место по количеству потребляемой электроэнергии принадлежит промышленности, на долю которой приходится более 60% всей вырабатываемой в стране электроэнергии. С помощью электрической энергии приводятся в движение миллионы станков и механизмов, освещаются помещения, осуществляется автоматическое управление производственным процессом и др. Сейчас существуют технологии (электрофизические и электрохимические способы обработки металлов и изделий), где электроэнергия является единственным энергоносителем.
При проектировании систем электроснабжения промышленных предприятий на основании технико-экономических расчетов решаются, например, следующие задачи: обоснование номинального напряжения сети, выбор схемы и конфигурации сети, средств компенсации реактивной мощности и их размещения, средств ограничения токов короткого замыкания, сечений проводов, числа и мощности трансформаторов и т.п.
Экономическая оценка рассматриваемого варианта заключается в определении капитальных вложений (К) и ежегодных эксплуатационных издержек (И). Обе эти величины определяются лишь для элементов системы электроснабжения, входящих в изменяющиеся части сравниваемых вариантов.
Передача, распределение и потребление электроэнергии на промышленных предприятиях должны производиться с высокой экономичностью и надежностью. Так, в системах цехового электроснабжения широко используются комплектные распределительные устройства (КРУ) и комплектные трансформаторные подстанции (КТП), а также комплектные осветительные и силовые токопроводы.
Все это создает гибкую и надежную систему распределения электроэнергии, экономящую большое количество проводов и кабелей. Значительно упростились схемы подстанций различных напряжений и назначений за счет отказа от сборных шин и выключателей на первичном напряжении и применения глухого присоединения трансформаторов подстанций к питающим линиям и т.д.
1. Описание технологического процесса
Аммиачно-холодильный цех №2510 предназначен для выработки холода параметров минус 12 °С, минус 30 °С, 0 °С, 5 °С и снабжением холодом этих параметров технологических цехов производств 2-ой промышленной зоны (завод СПС, завод ОЭ, завод «Олигомеры», СП «Петрокам», завод «Таиф-НК», завод «Эластик»).
В состав цеха входят:
1. Титул 643/1 – компрессорная
2. Титул 643/2 – насосная
3. Титул 643/3 – наружная установка
Для получения холода параметра минус 12 °С принята схема с охлаждением теплоносителя (ТНК) циркуляция которого производится по замкнутому контуру насосами поз. Н-37/1–3 через испарители поз. Т-12/3–7 при температуре кипения аммиака в межтрубной части минус 17 °С.
Подпитка контура охлажденного теплоносителя осуществляется из подземной емкости поз. Е-32 насосами поз. Н-32, Н-39 на всас насоса поз. Н-37/3.
Теплоноситель с температурой минус 8 °С из сети заводов СПС, ОЭ, Олигомеры, СП Петрокам, Таиф-НК поступает на всас насосов поз. Н-37/1–3 и подается в трубную часть испарителей поз. Т-12/3–7, где охлаждается кипящим аммиаком до температуры минус 12 °С.
Приборы контроля и управления, размещаемые в машинном зале, взрывобезопасного исполнения. На дистанционном щите расположена вся аппаратура управления турбокомпрессорным агрегатом, масляными наосами, задвижками, сигнальные лампы, измерительные приборы тока и мощности главного электродвигателя и давления всасывания и нагнетания компрессора.
Для получения холода параметра минус 30 °С принята схема с непосредственным испарением жидкого аммиака в технологических аппаратах производства СОП.
Для отсоса паров аммиака из технологических аппаратов производства СОП в цехе установлены 2 поршневых компрессора. Пары аммиака из технологических аппаратов цеха 2506 с температурой до минус 30 °С и давлением 0,018 МПа (0,18 кгс/см²) поступает в отделитель жидкости поз. 0–50, в котором происходит отделение паров аммиака от капель жидкости за счет изменения скорости и направления потока.
Жидкий аммиак из нижней части отделителя поз. 0–50 стекает в дренажный ресивер поз. Е-51, откуда периодически, при достижении максимально допустимого уровня, передавливается парами высокого давления в один из ресиверов поз. Е-9, или в один из испарителей поз. Т-12, или в отпарные емкости поз. Е-33, Е-63.
Освобожденные от капель пары аммиака после отделителя жидкости поз. 0–50 поступают в общий коллектор всасывания ступени низкого давления поршневых компрессоров поз. М-53/1,2.
Технологической схемой предусмотрено регулирование холодопроизводительности установки получения холода минус 30 °С при помощи перепускного клапана поз. 811, а также через перемычку между всасывающими коллекторами холода минус 30 °С и минус 12 °С при помощи задвижки №1133.
Для получения холода параметра 5 °С принята схема с охлаждением промежуточного холодоносителя (охлажденная речная вода), циркуляция которой осуществляется по замкнутому контуру насосами поз. Н-38/1–3 через испарители поз. Т-12/1–2 и Т-13/1–3 при температуре кипения аммиака в межтрубной части аппарата 2 °С. Подпитка и заполнение контура охлажденной воды осуществляется из сети осветленной воды в трубопровод обратной охлажденной воды в Тит. 643/2–3 перед всасом насоса поз. Н-38/1–3.
Для получения холода параметра 0 °С принята схема с непосредственным испарением жидкости аммиака в технологических аппаратах цехов 2505, 2506, 2509.
Холодильная установка цеха №2510 относится к I категории надежности электроснабжения. Первая категория – электроприемники, нарушение электроснабжения которых может повлечь за собой опасность для жизни людей, причинить значительный ущерб народному хозяйству, вызвать повреждение оборудования, массовый брак продукции, нарушение нормальной деятельности особо важных элементов промышленного предприятия.
На холодильной установке цеха №2510 имеются электроприемники трехфазного тока напряжением до 1000 В частотой 50 Гц, и приемники трехфазного тока напряжением выше 1000 В частотой 50 Гц.
Похожие работы
... Так как установка ППЭ в точном геометрическом ЦЭН невозможна из-за нехватки место под строительство, то смещаем ППЭ в сторону питания. 7. Выбор системы питания Система электроснабжения любого промышленного предприятия может быть разделена условно на две подсистемы – питания и распределения электроэнергии внутри предприятия. В систему питания входят питающие линии электропередач (ЛЭП) и ППЭ. ...
... развития: вводятся новые производственные площади, повышается использование существующего оборудования или старое оборудование заменяется новым, более производственным и мощным, изменяется технология и т. д. Система электроснабжения промышленного предприятия (от ввода до конечных приемников электроэнергии) должна быть гибкой, допускать постоянное развитие технологии, рост мощности предприятий и ...
... - 8 25 22,666 12912 40350 Рис. 6. Картограмма электрических нагрузок точкой А на картограмме обозначим координаты центра электрических нагрузок завода. Выбор рационального напряжения При проектировании систем электроснабжения промышленных предприятий важным вопросом является выбор рациональных напряжений для схемы, поскольку их значения определяют параметры линий электропередачи и ...
... повреждения или отключения другой. 1. Определяют ток в линии в нормальном и послеаварийном режимах: (6.1.5) (6.1.6) 2. Сечение провода рассчитывают по экономической плотности тока: Для текстильного комбината: Тма = 6200-8000 ч., Тмр = 6220ч. [10]. Следовательно jэк = 1 А/мм2 [9]. (6.1.7) По полученному сечению выбирают алюминиевый провод со стальным сердечником марки АС-120/19. ...
0 комментариев