Навигация
Проектирование технологических процессов изготовления детали
12856
знаков
7
таблиц
0
изображений
ВСТУПЛЕНИЕ
Проектирование – информационный процесс, в ходе которого перерабатывается информация и принимается решения, описываемый объект проектируется.
Исследование данной контрольной работы призваны раскрыть и описать содержание понятия «объект проектирования», конкретизировать понятия «объект производства». Скажем, что речь будет идти о последнем звене строительного членения любой машины, прибора, детали. Созданная в ходе исследования и описанная в конструкторском документе информационная модель отражает взгляд конструктора на объект. Её будем в дальнейшем называть «технологической системой – деталь» (ТСД).
ТСД – это сложное образование, разноплановый анализ которого составляет важный этап проектирования технологических процессов изготовления деталей. Так, система позволяет раскрыть емкое понятие содержания «технологический процесс», как объект проектирования, без чего невозможно выявить и описать методику проектирования рациональных технических процессов изготовления деталей.
1. РАССМОТРЕНИЕ И ОПИСАНИЕ КОНСТРУКЦИИ ДЕТАЛИ
В основе проведения этого исследования лежит представление детали сложной технологической системой, описание которой предполагает её моделирование. Зрительная модель системы в конструкторском чертеже удобна только для восприятия её человеком.
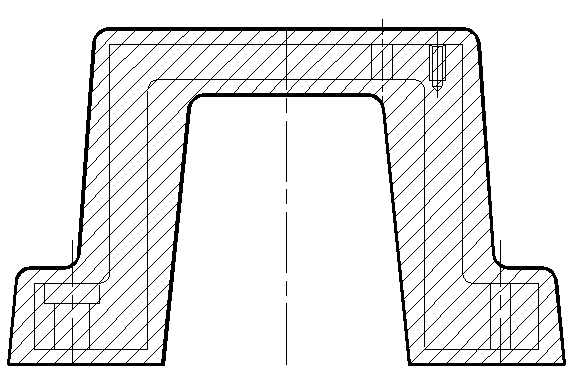
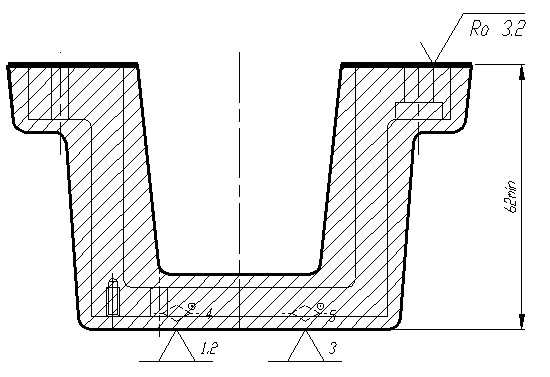
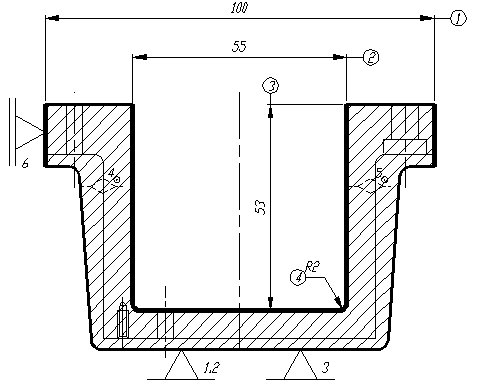
Для целей раскрытия сущностей понятия «технологический процесс» – как объект проектирования, содержание самого объекта проектирования – целесообразно отображать символьными математическими моделями. При проведении анализов и описания его результатов используют различные его виды. Среди них выбирают зрительные геометрические модели (рис.1).
Описать состав системы – значит, в конечном итоге перечислить входящие в него элементы. Сложность системы предопределяет необходимость исполнения при её анализе принципа многоуровневой декомпозиции, выделяя на каждом уровне анализа некоторую их совокупность по общности признаков классификации, этим подчеркивается относительность понятия «элемент системы».
Примем для деталей класса тел вращения в качестве исходного элемента конфигурации «геометрического примитива элемента 1-го уровня» - цилиндрическое тело. Объединение таких тел образует осесимметричное тело любой детали класса. Другие элементы вращения: соосные с исходными (фаски, канавки и т.д.) – отнесены к элементам 2-го уровня т. к. вписаны в тела первых.
Конструкторская и технологическая обоснованность такого структурирования, именуемая как «признак отношений технологической совместимости» отражает необходимость использования при изготовлении элементов станков токарной группы. Остальные элементы, отличные от первых двух – относят к элементам более высокого уровня (3-го и т.д.).
При дальнейшем анализе 1-ой совокупности выделяем элементы совокупности наружной (Энар) и внутренней (Эвн) конфигурации. На данном уровне анализа в роли элемента системы выступает цилиндрическое тело вращения. На следующем шаге анализа рассмотрим и опишем поверхностную конфигурацию. Понимая под элементом системы отдельную поверхность (некоторую совокупность поверхностей).
В составе поверхностей конфигурации выделяют совокупность поверхностей вращения (Эвр) и плоскостей (Эпл) наружных и внутренних для распознания каждого элемента проиндексируем их на эскизе детали.
Индекс элемента 1-го уровня представляет собой число, получаемое умножением на 10 порядкового номера каждого элемента в конфигурации слева - направо (отдельно для выделяемых совокупностей, элементов вращения и плоскостных, наружных и внутренних конфигураций) и прибавлением к нему числа 2000 для элементов внутренней конфигурации и буквы R для элементов вращения.
Индекс элемента 2-го уровня образуется добавлением к индексу элемента первого уровня, на котором расположен рассматриваемый элемент, его порядкового номера среди элементов 2-го уровня, расположенных на одном и том же элементе 1-го уровня.
Индекс элемента 3-го уровня формируется прибавлением к его порядковому номеру среди элементов этого же уровня числа 3000.
Эвр = ‹ IЭ10R; IЭ20R; IЭ2010R;IЭ2020R;IIIЭ3010R; IIIЭ3020R ›
Эпл = ‹ IЭ10; IЭ20; IЭ30R;IIЭ2020;IIЭ2021; IIIЭ3020 ›
![]() Набор символов с учетом многообразия элементов: ▲; ▼; ○; Δ;; ○
Набор символов с учетом многообразия элементов: ▲; ▼; ○; Δ;; ○
позволяет однозначно описать образующие поверхности и оси (первая тройка), наружной левой и правой сторон и (вторая тройка) внутренней конфигурации и тем самым графически смоделировать элементы рассмотренного класса деталей.
Похожие работы





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...

... , зависящий от массы заготовки (от 3 до 5 кг); -коэффициент, зависящий от серийности производства. 4. Разработка технологического процесса изготовления детали 4.1. Назначение маршрута обработки отдельных поверхностей На этом этапе проектирования технологического процесса решается каким методом и сколько раз обрабатывать отдельные поверхности. Для этого используем таблицы ...
... Тпз= 8,7 мин. В единичном производстве подготовительно заключительное время полностью переходит на каждую деталь Тш.к. = 2,35 + 8,7/1 = 11,05 мин 9. Основные технико-экономические показатели технологического процесса Расчет технико-экономических показателей проведем на примере операции 035 Капитальные вложения, учитываемые при определении эффективности технологии обработки деталей, ...





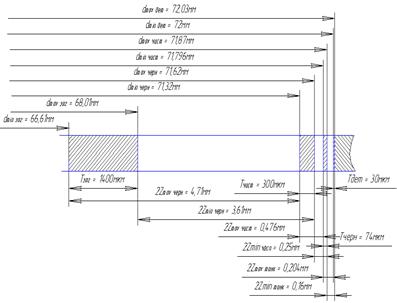
... 2(100+80+√0,842)=2∙180,84 = 361,68 7. Расчет промежуточных минимальных диаметров по переходам проводится в порядке, обратном ходу технологического процесса обработки этой поверхности, т.е. от размера готовой детали к размеру заготовки, путем последовательного прибавления к наименьшему предельному размеру готовой поверхности детали минимального припуска 2Zi min. Результаты заносятся ...
0 комментариев