Навигация
ПОСТРОЕНИЕ ГРАФОМАТЕМАТИЧЕСКОЙ МОДЕЛИ
12856
знаков
7
таблиц
0
изображений
2. ПОСТРОЕНИЕ ГРАФОМАТЕМАТИЧЕСКОЙ МОДЕЛИ
Общая структурная модель, рассматриваемой системы:
ТСД = UЭj
где Эj- символ элементов системы;
γ = [ 1; n ] – индекс элементов.
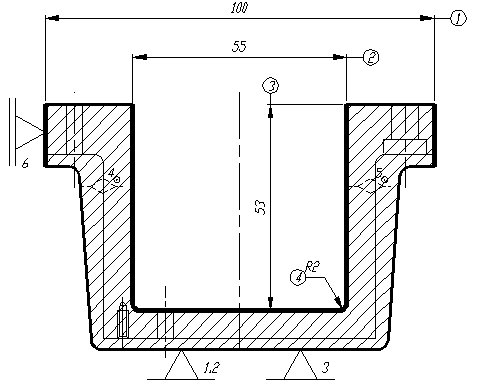
3. МАССИВ ИНФОРМАЦИИ ОБ ЭЛЕМЕНТАХ ВРАЩЕНИЯ 1-ГО УРОВНЯ ТДС
Таблица 1
| Nп.п. |
Реквизиты | 10R | 20R | 2010R | 2020R |
| 1 | Параметр, мм | 160 | 80 | 80 | 50 |
| 2 | Точность, Квалитет | h12 | h12 | H9 | H9 |
| 3 | Верхнее отклонение | - | - | 0,074 | 0,062 |
| 4 | Нижнее отклонение | -0,4 | -0,3 | - | - |
| 5 | Допуск IT, мм | 0,4 | 0,3 | 0,074 | 0,062 |
| 6 | Шероховатость, мкм | 20 | 20 | 2,5 | 2,5 |
| 7 | Физико-механические свойства | НВ192…..285; σвр ≥ 75; σт ≤ 45 | |||
| 8 | Покрытие | Оксидирование | |||
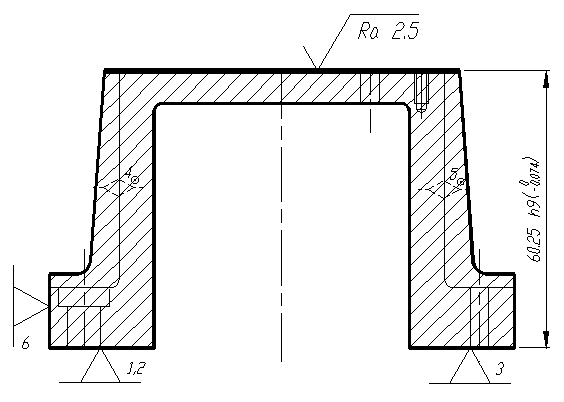
МАССИВ ИНФОРМАЦИИ О ПЛОСКОСТНЫХ ЭЛЕМЕНТАХ
Таблица 2
| Nп.п. |
Реквизиты | 10 | 20 | 30 | 2020R |
| 1 | Шероховатость, мкм | 10 | 20 | 10 | 10 |
| 2 | Физико-механические свойства | НВ192…..285; σвр ≥ 75; σт ≤ 45 | |||
| 3 | Покрытие | Оксидирование | |||
Из трех возможных равновесий геометрических связей в детали встречаются все:
- пересечение между выделенными совокупностями Энар и Эвн;
- между Эвр и Эпл;
-положение и сопряжение между элементами внутри этих совокупностей.
В составе геометрических связей положения выделяют 2-а множества связей, мощности которых однозначно определяются числом соответствующих элементов: Эвр и Эпл.
|Kпл| = | Эпл | - 1;
Число гипотетически возможных вариантов для рассматриваемого типа структур оценивается выражением:
Vr = nn-2
где Vr – число вариантов;
n - число элементов в структуре взаимосвязанного множества;
Для рассматриваемого примера:
|Эпл| = 6 => Vr = 66-2 = 64=1296
Данная величина показывает специфику и сложность задачи синтеза структуры связи элементов при конструировании деталей, предполагая выбор из множества Vr возможных решений - одного, принятого в качестве решения задачи синтезов системы связей.
Для моделирования структур целесообразно использовать графы (G), вершины которых моделируют соответствующие элементы, а дуги (ребра)- связи между ними.
Множество вершин (V), связи которых определены множеством ребер (Е) – называют графом и обозначают: G(V;Е).
Из всех возможных разновидностей графов для исследуемого объекта характерно использование определенного вида, называемого - «граф–дерево». Это объясняется однозначным соответствием между мощностями множеств вершин (V) и ребер (Е):
| V | = | E | + 1
или в терминах исследуемого объекта:
| Э | = |K| + 1,
где Э – число элементов в моделируемой структуре;
К – число геометрических связей между ними.
Приведенные модули G1(Эпл;Kпл) и G2(Эвр;Kвр) описывают связи между плоскостными элементами и элементами вращения.
Приведенный граф G3(Эпл;Kпл) характеризует ещё один из числа возможных видов структур связей между Эпл.
Похожие работы





... детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется ...

... , зависящий от массы заготовки (от 3 до 5 кг); -коэффициент, зависящий от серийности производства. 4. Разработка технологического процесса изготовления детали 4.1. Назначение маршрута обработки отдельных поверхностей На этом этапе проектирования технологического процесса решается каким методом и сколько раз обрабатывать отдельные поверхности. Для этого используем таблицы ...
... Тпз= 8,7 мин. В единичном производстве подготовительно заключительное время полностью переходит на каждую деталь Тш.к. = 2,35 + 8,7/1 = 11,05 мин 9. Основные технико-экономические показатели технологического процесса Расчет технико-экономических показателей проведем на примере операции 035 Капитальные вложения, учитываемые при определении эффективности технологии обработки деталей, ...





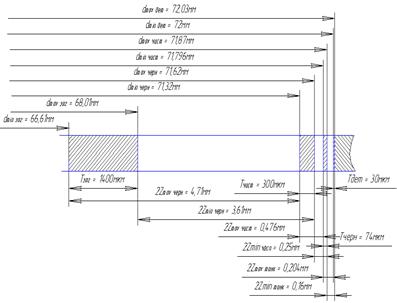
... 2(100+80+√0,842)=2∙180,84 = 361,68 7. Расчет промежуточных минимальных диаметров по переходам проводится в порядке, обратном ходу технологического процесса обработки этой поверхности, т.е. от размера готовой детали к размеру заготовки, путем последовательного прибавления к наименьшему предельному размеру готовой поверхности детали минимального припуска 2Zi min. Результаты заносятся ...
0 комментариев