Навигация
3.2 Газобалонне встаткування
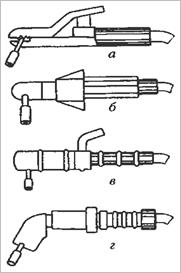
Газова магістраль складається з балона з газом, підігрівника й осушувача, які застосовують тільки при використанні вуглекислого газу, а також з редуктора, витратоміра, клапана й шланга, що з'єднує ці елементи зі зварювальним пальником.
Електричний підігрівник установлюють для того, щоб попередити замерзання вологи в каналах редуктора й закупорку їхнім льодом, між вентилем балона й редуктором.
Осушувачі призначені для поглинання вологи, що втримується у вуглекислому газі. Застосовують два види осушувачів: високого й низького тиску.
Редуктор служить для зниження мережного тиску або тиску, під яким газ перебуває в балоні, до робочої величини й автоматичної підтримки робочого тиску незмінним незалежно від тиску в балоні або в мережі. Витратоміри призначені для виміру витрати захисного газу. Застосовуються витратоміри двох типів: поплавкового й дросельного.
4. Зварювальні матеріали
До зварювальних матеріалів при п/автоматичному зварюванню в захисних газах ставляться захисні гази й зварювальні дроти.
Сталевий зварювальний дріт, призначений для зварювання й наплавлення, виготовляється за ДСТ 2246-70.
Стандартом передбачається 77 марок зварювального дроту різного хімічного складу: 6 марок дроту, 30 марок легованого дроту й 41 марка високолегованого дроту.
У легованому дроті втримується від 2,5 до 10 % легуючих компонентів, у високолегованої - понад 10 %.
Тому що обрана конструкція виготовлена з сталі 09Г2С, зварюють її стандартним дротом марки Св08Г2С.
При цьому способі зварювання в зону дуги подається захисний газ, струмлячи якого, обтікаючи електричну дугу й зварювальну ванну, охороняє розплавлений метал від впливу атмосферного повітря, окислювання й азотування.
Зварювання у вуглекислому газі, завдяки його дешевині, набутила великого застосування при виготовленні й монтажі різних будівельних конструкцій низьколегованих сталей. Вуглекислий газ, що подається в зону дуги, не є нейтральним, тому що під дією високої температури він переходить на оксид вуглецю й вільний кисень (З2→З+ПРО). При цьому відбувається часткове окислювання розплавленого металу зварювальної ванни й, як наслідок, метал шва виходить пористим з низькими механічними властивостями. Для зменшення окисної дії вільного кисню застосовують електродний дріт з підвищеним змістом домішок (марганцю, кремнію). Шов виходить з гарними механічними властивостями.
Вуглекислий газ ІЗ02 (ДЕРЖСТАНДАРТ 8050—85) не має кольору й заходу. Одержують його з газоподібних продуктів згоряння антрациту або коксу, при випалі вапняку й т.д. Поставляється в зрідженому (рідкому) стані в балоні типу А місткістю 40 л, у який при максимальному тиску 7,5 МПа вміщається 25 кг вуглекислоти (при випарі утвориться близько 12 750 л газу). Для цілей зварювання використовують зварювальну вуглекислоту. Чистота вуглекислоти першого сорту повинна бути не менш 99,5 %, а вищого сорту — 99,8 %. Балони з вуглекислотою офарблюють у чорний колір з жовтим написом «зварювальний». Застосовується при зварюванні деяких конструкційних і спеціальних сталей.
Для зниження вологості вуглекислого газу рекомендується встановити балон вентилем долілиць і після відстоювання протягом 10...15 хв обережно відкрити вентиль і випустити з балона вологу. Перед зварюванням необхідно з нормально встановленого балона випустити невелика кількість газу, щоб видалити повітря, що потрапило в балон. Частина вологи затримується у вуглекислоті у вигляді водяних пар, погіршуючи при зварюванні якість шва. Крім того, при виході з балона, від різкого розширення відбувається зниження температури вуглекислоти й волога, відкладаючи в редукторі, забиває канали й навіть повністю закриває вихід газу. Для попередження замерзання вологи між балоном і редуктором установлюють електричний підігрівник.
Остаточне видалення вологи після редуктора виробляється спеціальним осушувачем, наповненим прожареним мідним купоросом, хромистим кальцієм або іншою осушувальною речовиною.
5. Технологічний процес
Техніка й технологія п/автоматичного зварювання електродом, що плавиться, має багато загального при використанні звичайної сталевий, що має суцільний перетин, порошкової газо захистного і порошкового самозахисного електродного дроту. Розходження в основному стосуються значень параметрів режиму, що рекомендуються для зварювання різних класів сталей тієї або іншої товщини, величини вильоту електродного дроту, довжини дугового проміжку. Основні типи й конструктивні елементи виконуваних дуговим зварюванням у захисному газі швів зварених з'єднань регламентовані ДЕРЖСТАНДАРТ 14771-76, яким передбачені чотири типи з'єднань: стикові, кутові, таврові й нахлесточні.
Метал, призначений для виготовлення зварених конструкцій, попередньо випрямляють, розмічають, розріжуть на окремі деталі-заготівлі й виконують, якщо це необхідно, оброблення крайок відповідно до рекомендацій Дст. Підготовка крайок під зварювання складається в ретельному очищенні їх від іржі, окалини, бруду, масла й інших сторонніх включень. Очищають крайки сталевими обертовими щітками, гідропіскоструминним способом, абразивними колами, полум'ям зварювального пальника травленням у розчинах кислот або лугів.
Підготовлені деталі збирають під зварювання, використовуючи спеціальні складальні пристосування. При складанні важливо витримати необхідні зазори й сполучення крайок. Точність складання перевіряють шаблонами, вимірювальними лінійками й різним родом щупами.
Зварювання здійснюють на режимах, орієнтуючись на довідкову літературу, виробничі інструкції, операційні технологічні карти й особистий виробничий досвід. До основних параметрів режиму дугового зварювання в захисних газах відносять діаметр електродного дроту і її марку, силу зварювального струму, напруга дуги, швидкість подачі електродного дроту, швидкість зварювання, виліт електрода, состав захисного газу і його витрата, нахил електрода уздовж осі шва, рід струму, а для постійного струму - і його полярність.
При зварюванні у вуглекислому газі зворотна полярність струму дозволяє одержувати більше високу якість шва, чим зварювання на прямої полярності.
Технологічні особливості зварювання різних сталей полягають насамперед у підборі марки зварювального дроту залежно від хімічного складу сталі. Низьколеговані сталі звичайно зварюються стандартним дротом марок Св 08Г2С, Св 08ГС, Св 12ГС і порошковими дротами.
П/автоматичне зварювання в захисних газах можуть вироблятися у всіх просторових положеннях шва, з яких найбільш зручним є нижнє. Зварювання в нижнім положенні виробляються з нахилом пальника вперед або назад. Переважніше вести зварювання кутом назад, тому що при цьому забезпечується більше надійний захист розплавленого металу й кращий зовнішній вигляд шва. Пальник рекомендується нахиляти на 5...15° щодо вертикалі. При зварюванні металу товщиною 1...2 мм поперечні коливання пальника не роблять. Зварювання ведуть на максимально можливій довжині дуги з максимальною швидкістю зварювання, при якій забезпечується гарне формування звареного шва й задовільний газовий захист.
Похожие работы
... а все обладнання кабіни - надійно заземлене. Пересувні пости використовують при зварюванні великих виробів безпосередньо на виробничих ділянках. Розділ 2.Основна частина 2.1 Опис технологічного процесу ручного дугового зварювання В основі будь-якого промислового виробництва лежить технологічний процес, який є частиною виробничого процесу. Виробничий процес – це сукупність технологічних ...
... – це процес зварювання з додаванням флюсу. В процесі зварювання електродний дріт автоматично подається в зону зварювання і флюс одночасно також подається до виробу із спеціального бункера. При автоматичному зварюванні під флюсом головні робочі рухи – подача електрода в зону його плавлення і взаємного переміщення дуги і виробу – механізовані. Крім цього багато апаратів для зварювання під флюсом ...
... кілець, поршнів, колінчастих валів і іншого литва фасону, що працює в умовах тертя. Васокомарганцевисту сталь Г13Л, що містить 1,2 % вуглецю І 13 % марганцю, застосовують для виготовлення піскоструминних апаратів, ланок гусениць і т,п. 2. УСТАНОВКИ ДЛЯ ПЛАЗМОВОГО ЗВАРЮВАННЯ До комплекту установки для плазмового зварювання входять: джерело живлення дуги, шафа керування, переносний блок ...
... нспекцією Держтехнагляду України, інспектором ЦК профспілок робітників даної галузі промисловості, Державною санітарною інспекцією пожежної охорони. Крім загальних (17) необхідно враховувати деякі спеціальні правила по техніці безпеки при зварюванні металів і санітарних умов: 1. “Правила техніки безпеки і виробничої санітарії при електрозварювальних роботах”, затвердженні Президією ЦК профспілки ...
0 комментариев