Навигация
Методи контролю зварених швів
33094
знака
8
таблиц
4
изображения
6. Методи контролю зварених швів
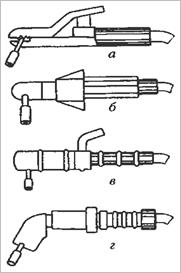
Ультразвуковий метод контролю заснований на здатності ультразвукових хвиль відбиватися від границі роздягнула двох пружних середовищ, що володіють різними акустичними властивостями.
Відбившись від нижньої поверхні виробу, ультразвук вернеться, буде прийнятий датчиком, перетворений в електричні коливання й поданий на екран електронно-променевої трубки. При наявності дефектів ультразвукові коливання спотворяться: це буде видно на екрані електронно-променевої трубки, де з'явиться сплеск - перекручування. По характеру й розмірам перекручувань визначають види й розміри дефектів.
Ультразвукові коливання - це механічні коливання пружного середовища, частота яких лежить за порогом чутності людського вуха, тобто більше 2000 Гц. Для ультразвукового контролю застосовують коливання частотою 0,5-10 Мгц. «Ультра» (від латинського) означає «понад», «за межами». Частота коливань - це число коливань за 1 с.
Поширюються коливання в однорідних матеріалах по відносно прямих лініях, а на границі роздягнула двох різнорідних матеріалів (пори, тріщини й проч.) відбувається їхнє відбиття.
Випромінювання й прийом (реєстрація) ультразвукових коливань виробляються перетворювачами приладів, а самі прилади називаються ультразвуковими дефектоскопами. Така апаратура в нашій країні з'явилася лише в 1957 р., а сам спосіб використання ультразвукових коливань для дефектоскопії був уперше у світі запропонований нашим співвітчизником С.Я. Соколовим в 1928 р.
Основою перетворювачів звичайно є певний керамічний матеріал, що володіє п'єзоелектричним ефектом. «Пьезо» (грец.) у перекладі на українську мову означає «стискаю». П'єзоелектричний ефект проявляється в тім, що п'єзоелектрична пластина (з титанату барію, цирконат-титанату свинцю й ін.) під дією підведеного до неї змінного електричного потенціалу починає змінювати свою товщину й коливатися, механічно вібрувати й направляти пучок коливань перпендикулярно площини пластини, а під впливом механічних деформацій на протилежних поверхнях п'єзоелектричної пластини виникають електричні заряди - змінний електричний струм, що передається на відповідні прилади, що реєструють.
Проникнення ультразвукових коливань у контрольований виріб відбувається тоді, коли віддаляється повітря, що перебуває між контактуючими поверхнями випромінювача й виробу. Для цього між ними встановлюють акустичний контакт шляхом нанесення на поверхню контрольованого виробу шару мінерального масла, солідолу, технічного гліцерину, води й ін.
Процес поширення ультразвуку в тілі є хвильовим, він створює пружні коливання.
Випромінювачі й приймачі ультразвукових хвиль називаються пьезо перетворювачами. Пьезопластина може працювати і як випромінювач і як приймач. Для озвучування зварених виробів уживають в основному контроль. Луна-метод полягає в озвучуванні виробів короткими імпульсами ультразвуку й реєстрації луно-сигналів, відбитих до приймача. Ознакою дефекту є поява імпульсу на екрані. Луно-метод називають іноді ще методом Луно-локації.
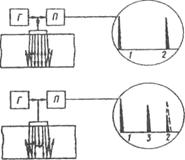
3. Схема луна-імпульсного методу
Недолік ультразвукового контролю - у складності розшифровки дефекту, обмеженні для застосування на виробах аустенітних сталей, чавуну, металів із крупним зерном, у неможливості контролю сталей малої товщини (до 4 мм).
Для роботи на ультразвуковому контролі персонал (інженери, техніки) проходять спеціальну підготовку із придбанням навичок і з атестацією.
У наш час перебуває в користуванні й випускається більше 20 різних моделей дефектоскопів, наприклад, ДУК-66ПТ (дефектоскоп ультразвукових коливань, модель 66, портативний, модернізований), ВУЗД-НИИМ5, УД-11ПУ й багато інших.
7. Налагодження й ремонт зварювального встаткування
У процесі експлуатації електрозварювального встаткування виникають перевантаження, аварії й природне зношування, що вимагають проведення ремонтно-налагоджувальних робіт, в обсягах необхідних для нормальної функціонування встаткування.
Ремонт - це комплекс операцій по відновленню справності або працездатності електрозварного встаткування, а також його ресурсів або його складових частин. Розрізняють кілька видів ремонту: капітальний, середній і поточний. Види ремонту можуть бути плановими, неплановими, регламентованими й по технічному стані.
Таблиця 6
Характерні несправності в роботі зварювального автомата й способи усунення інверторних ДЖ
| Характер несправності | Причина появи | Спосіб усунення |
| 1.Інвертор не включається | Обрив у ланцюзі | Перевірити й виправити |
| 2.Нагрівання затискачів інвертора | Слабке затягування контактних болтів Недостатній перетин проведення в місці контакту | Затягти Заміна проведення |
| 3.При роботі раптово гасне дуга | Обрив або порушення контакту у зварювальних проводах Замикання між проводами. | Перевірити й виправити |
| 4. Інвертор дає знижена напруга холостого ходу, зварювальний струм знизився | Згорів один із запобіжників у первинному ланцюзі Магнітний пускач погано підтискає контакти Недостатньо щільно підгорнуті контакти перемикача Вийшов з ладу діод | Відновити нормальну роботу всіх трьох фаз Піджати контакти пускача Піджати контакти перемикача Замінити діод |
Таблиця 7
Характерні несправності в роботі зварювального напівавтомата й способи усунення
| Характер несправності | Причина появи | Спосіб усунення |
| При включенні кнопки, на пальнику дуга не запалюється | Відсутність контакту у зварювальному цеху | Перевірити цілісність контактів |
| Нерівномірна подача дроту при зварюванні | Недостатнє зусилля режиму механізму подачі Велике зношування провідного ролика Затримка дроту в наконечники пальника | Відрегулювати тиск притискних роликів Замінити провідні ролики Прочистити канал наконечника або замінити |
| Припиняється подача газів у пальник | Не спрацьовує газовий клапан | Перевірити ланцуг газового клапана |
| Дріт утворить петлю між роликами, що подають, і вхідним штуцером | Велика відстань між роликами й вхідним штуцером Надмірне зусилля притиску | Зменшити зусилля притиску |
| Сопло цанги перебуває під напругою | Порушено ізоляцію між соплом і пальником Між соплом і пальником потрапили бризи металу | Відновити ізоляцію Очистити від бризів металу |
| Не регулюється потенціометр | Несправний потенціометр | Замінити потенціометр |
| Не подається газ із пальника при відкритому редукторі | Отвір редуктора забитий льодом Не працює газовий клапан Сопло забите бризами | Перевірити підігрівник Перевірити роботу клапана Очистити |
| Періодичні обриви дуги при нормальній роботі двигуна подачі | Мала швидкість подачі дроту | Збільшити швидкість |
| Приварювання дроту до виробу | Великий зварювальний струм Малий струм Більша швидкість подачі | Зменшити Збільшити зменшити |
Похожие работы
... а все обладнання кабіни - надійно заземлене. Пересувні пости використовують при зварюванні великих виробів безпосередньо на виробничих ділянках. Розділ 2.Основна частина 2.1 Опис технологічного процесу ручного дугового зварювання В основі будь-якого промислового виробництва лежить технологічний процес, який є частиною виробничого процесу. Виробничий процес – це сукупність технологічних ...
... – це процес зварювання з додаванням флюсу. В процесі зварювання електродний дріт автоматично подається в зону зварювання і флюс одночасно також подається до виробу із спеціального бункера. При автоматичному зварюванні під флюсом головні робочі рухи – подача електрода в зону його плавлення і взаємного переміщення дуги і виробу – механізовані. Крім цього багато апаратів для зварювання під флюсом ...
... кілець, поршнів, колінчастих валів і іншого литва фасону, що працює в умовах тертя. Васокомарганцевисту сталь Г13Л, що містить 1,2 % вуглецю І 13 % марганцю, застосовують для виготовлення піскоструминних апаратів, ланок гусениць і т,п. 2. УСТАНОВКИ ДЛЯ ПЛАЗМОВОГО ЗВАРЮВАННЯ До комплекту установки для плазмового зварювання входять: джерело живлення дуги, шафа керування, переносний блок ...
... нспекцією Держтехнагляду України, інспектором ЦК профспілок робітників даної галузі промисловості, Державною санітарною інспекцією пожежної охорони. Крім загальних (17) необхідно враховувати деякі спеціальні правила по техніці безпеки при зварюванні металів і санітарних умов: 1. “Правила техніки безпеки і виробничої санітарії при електрозварювальних роботах”, затвердженні Президією ЦК профспілки ...
0 комментариев