Расчет потребного количества оборудования и коэффициента загрузки
Определение потребного количества транспортного оборудования и его стоимости
Расчет площади и стоимости здания
Определение дополнительной заработной платы производственных рабочих
Затраты на воду для производственных нужд
Затраты на электроэнергию на освещение
Затраты на ремонт производственного инвентаря
Расчет себестоимости продукции. Технико-экономические показатели работы участка
Навигация
Расчет потребного количества оборудования и коэффициента загрузки
Расчет цеховой себестоимости изготовления детали
39296
знаков
12
таблиц
2
изображения
1.2 Расчет потребного количества оборудования и коэффициента загрузки
Эффективный годовой фонд времени работы одного станка в часах при пятидневной рабочей неделе может быть рассчитан по формуле:
Фд=[(Дк-Дв-Дп)×8-Дп.п×1]×S×Кр, (4)
где Дк - количество календарных дней;
Дв – количество выходных дней (субботы и воскресенья);
Дп – количество праздничных дней;
Дп.п– количество предпраздничных дней ;
S – число смен работы оборудования;
Kр – коэффициент, учитывающий время пребывания станка в ремонте; для крупных станков Kр = 0, 9…0, 94; для средних станков Kр = 0, 95…0, 97; для мелких станков Kр = 0, 96…0, 98.
Фд=[(365-104-16)×8-7×1]×2×0,97=3788,82;
В серийном производстве расчетное количество оборудования (станков) подсчитывают по формуле:
 , (5)
, (5)
где Ср – расчетное количество станков данного типа, шт.;
![]() – суммарное штучно-калькуляционное время по операциям, выполняемым на данном типе станков, отнесенное к одной детали (изделию), мин;
– суммарное штучно-калькуляционное время по операциям, выполняемым на данном типе станков, отнесенное к одной детали (изделию), мин;
Принятое количество рабочих мест (Спр) определяется путем округления расчетного количества станков данного типа до ближайшего целого числа. Коэффициент загрузки рабочих мест по операциям /Кз/ устанавливается по формуле:
Кз = Ср / Спр (6)
Расчетное количество станков МР71М:
СПР МР71М=1 раб.м.;
Кз = 0,27
Расчетное количество станков 1М713М:
СПР 1М713М =1 раб.м.;
Кз = 0,20
Расчетное количество станков 16А20Ф3:
СПР 16А20Ф3 =1 раб.м.;
Кз = 0,40
Расчетное количество станков 3М131:

СПР 3М131 =1 раб.м;
Кз = 0,68
Расчетное количество станков 5350А:
СПР 5350А =1 раб.м;
Кз = 0,75
Расчетное количество станков МШ238:
СПР МШ238 =1 раб.м;
Кз = 1,1
Расчетное количество станков МШ238:

СПР МШ238 =1 раб.м;
Кз = 1,1
Расчеты по формулам (5), (6) для каждого типа оборудования приводятся в форме таблицы 3.
Таблица 3 – Расчет потребного количества оборудования и его загрузки
| Операция | Оборудование | Тш-к, мин | Количество станков | Кз | |
| Ср | Спр | ||||
| 005 Фрезерно-центровальная | МР71М | 1,21 | 0,27 | 1 | 0,27 |
| 010 Токарно-гидрокопировальная | 1М713М | 0,93 | 0,20 | 1 | 0,20 |
| 015 Токарно-винторезная с ЧПУ | 16А20Ф3 | 1,81 | 0,40 | 1 | 0,40 |
| 030 Шлифовальная | 3М131 | 1,538 | 0,68 | 1 | 0,68 |
| 035 Шлифовальная | 3М131 | 1,538 | 0,68 | 1 | 0,68 |
| 040 Шлицефрезерная | 5350А | 3,42 | 0,75 | 1 | 0,75 |
| 045 Шлицешлифовальная | МШ238 | 2,31 | 0,50 | 1 | 0,50 |
| 050 Сверлильная | 2Н118 | 5 | 1,1 | 1 | 1,1 |
| Итого | 3,48 | 7 | КЗ.СР×=0,57 | ||
Средний коэффициент загрузки:
Кз.ср.× = ΣСр/ΣСпр (7)
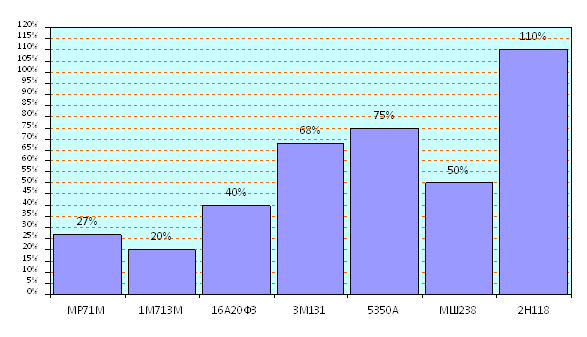
Рисунок 1 – График загрузки оборудовани
Так как загрузка оказалась ниже 85%, то необходимо догрузить оборудование. Расчеты по догрузке оборудования представлены по форме таблицы 4.
Таблица 4 - Догрузка оборудования и расчет количества станков и их загрузки с догрузкой (в курсовой работе данная таблица представляется в альбомном формате)
| Наименование операции | Принятое количество станков по заданной программе | Располагаемые станко- часы | Трудоемкость программы с догрузкой /час/ | Трудоемкость по заданной программе /н/час/ | Количество станко – часов для догрузки | Расчетное количество станков с догрузкой | Принятое количество станков | Коэффициент загрузки оборудования |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| Спр | Fд×Спр | (3)×0,95 |
| (4)-(5) | (4)/Фд | Округляем | (7)/(8) | |
| 005 Фрезерно-центровальная | 1 | 3788,82 | 3599,4 | 1008,3 | 2591 | 0,95 | 1 | 0,95 |
| 010 Токарно-гидрокопировальная | 1 | 3788,82 | 3599,4 | 775 | 2824 | 0,95 | 1 | 0,95 |
| 015 Токарно-винторезная с ЧПУ | 1 | 3788,82 | 3599,4 | 1508 | 2091 | 0,95 | 1 | 0,95 |
| 030 Шлифовальная | 1 | 3788,82 | 3599,4 | 1282 | 2317 | 0,95 | 1 | 0,95 |
| 035 Шлифовальная | 1 | 3788,82 | 3599,4 | 1282 | 2317 | 0,95 | 1 | 0,95 |
| 040 Шлицефрезерная | 1 | 3788,82 | 3599,4 | 2850 | 750 | 0,95 | 1 | 0,95 |
| 045 Шлицешлифовальная | 1 | 3788,82 | 3599,4 | 1925 | 1674 | 0,95 | 1 | 0,95 |
| 050 Сверлильная | 1 | 3788,82 | 3599,4 | 4167 | -567,27 | 0,95 | 1 | 0,95 |
| 8 | 7,6 | 8 | 0,95 | |||||
| ΣСпр | - | - | - | - | ΣСрдогр | ΣСпрдогр | Кср. уч=ΣСрдогр/ ΣСпрдогр |
Учитывая возможную недогруженность оборудования все дальнейшие расчеты в курсовой работе производятся с учетом коэффициента загрузки (Кз).
Составляется сводная ведомость оборудования по форме таблицы 5.
Таблица 5 – Сводная ведомость оборудования
| Операция | Модель станка | Количество станков | Габаритные размеры, мм | Мощность оборудования, кВт | Цена единицы оборудования, руб. | Цена с учетом транспортировки и монтажа (15 % от цены), руб. | Кз | Полная стоимость оборудова-ния с учетом Кз, руб. (гр.3хгр.7хгр.8) |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
| 005 Фрезерно-центровальная | МР71М | 1 | 4170×1750×2000 | 36 | 2500000 | 2875000 | 0,27 | 776250 |
| 010 Токарно-гидрокопировальная | 1М713М | 1 | 2435×1250×1985 | 18,5 | 1600000 | 1840000 | 0,20 | 368000 |
| 015 Токарно-винторезная с ЧПУ | 16А20Ф3 | 1 | 3360×1710×1750 | 10 | 1200000 | 1380000 | 0,40 | 552000 |
| 030 Шлифовальная | 3М131 | 1 | 3176×1250×2170 | 11,5 | 2200000 | 2530000 | 0,68 | 1720400 |
| 035 Шлифовальная | 3М131 | 1 | 3176×1250×2170 | 11,5 | 2200000 | 2530000 | 0,68 | 1720400 |
| 040 Шлицефрезерная | 5350А | 1 | 2595×1550×1650 | 6,5 | 2000000 | 2300000 | 0,75 | 1725000 |
| 045 Шлицешлифовальная | МШ238 | 1 | 2600×1513×1905 | 3 | 1500000 | 1725000 | 0,50 | 862500 |
| 050 Сверлильная | 2Н118 | 1 | 1500×1400×2150 | 1,5 | 1450000 | 1667500 | 1,1 | 1834250 |
| Итого | - | 8 | - | 98,5 | 14650000 | 16847500 | Кз.сруч=0,57 | 9558800 |
Похожие работы
... оно получает в результате производства и (или) реализации различных благ и направляет на удовлетворение интересов членов трудового коллектива и собственника имущества предприятия. Целью данной курсовой работы является расчет себестоимости продукции и определение прибыли и рентабельности деревообрабатывающего предприятия. Себестоимость включает в себя: затраты на материалы; прямые затраты на ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...
... стоимости технологического оборудования. Примем для расчета 10%. Ко.у. = 313880х10%=31388 руб.Затраты на инструмент и приспособления примем в расчете размере 10% стоимости технологического оборудования. Ко.пр. = 313880х10%=31388 руб.Вложения в производственный и хозяйственный инвентарь определяются по следующим укрупненным нормативам: для производственного инвентаря 1,5-5% от стоимости основного ...
... Всего работающих на участке 9 1 2 3 2 1 Мастер 1 Всего работающих 10 1 2 3 2 1 2. Экономика производства Расчет себестоимости изготовления детали. В расходы, связанные с выпуском продукции, включаются затраты: 2.1 Основные материалы Затраты на основные материалы определяются по формуле: Зм = (Рзаг* Цм *Ктзр)- (Ротх* Цотх)* Ргод, грн.(7) ...
0 комментариев