Навигация
Расчет цеховой себестоимости одной тонны годного литья
23755
знаков
37
таблиц
0
изображений
СОДЕРЖАНИЕ
Введение
1 Общая часть
1.1 Исходные данные
2. Экономическая часть
2.1 Расчет количества и стоимости материалов
2.2 Расчет количества и стоимости оборудования участка
2.3 Расчет стоимости транспортных средств
2.4 Расчет стоимости здания
2.5 Расчет стоимости основных производственных фондов
2.6 Расчет количества работников на участке
2.6.1 Основные рабочие
2.6.2 Вспомогательные рабочие
2.6.3 Младший обслуживающий персонал
2.6.4 Инженерно-технические работники
2.7 Расчет фондов заработной платы
2.8 Цеховые накладные расходы
2.8.1 Сводная ведомость РСО
2.8.2 Расчет общецеховых расходов
2.9 Смета затрат на производство
2.10 Калькуляция себестоимости единицы продукции
3. Выводы
3.1 Технико-экономические показатели работы участка
3.2 Показатели работы участка
Заключение
Литература
Введение
Целью курсового проекта является расчет цеховой себестоимости одной тонны годного литья оболочкового участка литейного цеха, определения условно – годовой экономии, годового экономического эффекта срока окупаемости дополнительных капитальных вложений.
Литейное производство является основной заготовительной базой машиностроения, его развитие зависит от уровня машиностроительного комплекса в целом. Общее количество предприятий, входящих в машиностроительный комплекс России, составляет около 7500 единиц. Доля машиностроения в общем промышленном выпуске продукции составляет около 20%.
В современных условиях отдельным отраслям промышленности присущи различные темпы развития. Удельная доля отраслей в общем объёме машиностроительного производства составляет: автомобильная – 56%; электротехническая – 14%; тяжелое и энергетическое машиностроение – 8%; химическое и нефтяное машиностроение – 4%; дорожное и коммунальное машиностроение – 3,5%; станкостроение и приборостроение – 2,5%.
В каждой из перечисленных отраслей важное место занимает изготовление комплектующих современными методами точного литья. К сожалению, большая часть литейных производств не в состоянии обеспечить высокие требования сборочных производств по качеству литых деталей и комплектующих. Это вызвано наличием устаревшего и изношенного оборудования, на котором невозможно обеспечить необходимые режимы технологического процесса, применить современные материалы.
Литейное производство выгодно отличается от других заготовительных производств (поковки, штамповки, сварки) тем, что методом литья возможно изготавливать заготовки, максимально приближённые по геометрии к самым сложным деталям машин. При современных литейных технологиях коэффициент использования металла достигает 95-97% в цветном литье и более 80% - в чугунолитейном производстве. Без сомнения, литейное производство и в будущем сохранит лидирующее положение среди заготовительных производств /1/.
В настоящее время в России насчитывается около 1650 литейных предприятий, которые по экспертной оценке произвели в 2006 году 7,68 млн. тонн отливок, в том числе из чугуна – 5,28 млн. тонн, из стали – 1,3 млн. тонн, из цветных сплавов – 1,1, млн. тонн.
Объёмы производства литых заготовок находятся в пропорциональной зависимости от объёмов производства машиностроительной продукции, так как доля литых деталей в автомобилях, тракторах, комбайнах, танках, самолётах и других машинах составляет 40-50%, а в металлорежущих станках и кузнечнопрессовом оборудовании доходит до 80% массы и до 25% стоимости изделия.
Совокупность методов, создающих условия для выживания и прогресса человечества, называется экономикой. Для обеспечения развития экономики и повышения эффективности производства проводится большая работа по улучшению размещения производственных сил. С этой целью осваиваются природные богатства восточных и северных районов страны, на базе которых будет создаваться промышленность.
Развитие и повышение технологического уровня машиностроительного производства обеспечит все отрасли народного хозяйства высокопроизводительными средствами труда, значительно расширяя номенклатурный состав средств труда, значительно расширяя номенклатурный состав средств труда, повышая удельный вес производства автоматических станков, аппаратов и линий, средств автоматики, электроники, телемеханики, металлорежущих станков, литейных машин, кузнечнопрессового оборудования, оснащенных программным управлением.
Предложенная тема курсовой работы имеет большое значение для осмысления экономических процессов, происходящих в литейном производстве.
1 ОБЩАЯ ЧАСТЬ
1.1 Исходные данные
Технические характеристики оборудования, установленного на участке:
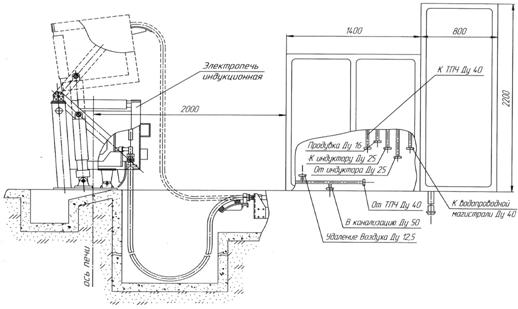
Индукционная тигельная печь промышленной частоты ИЧТ – 2,5/1
Производительность, т/ч – 1.25
Установленная мощность, кВт – 1000
Расход электроэнергии, кВт – 700
Температура металла, °С – 1400
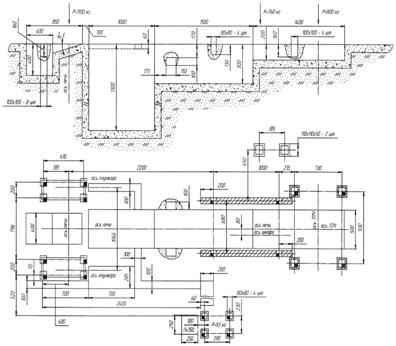
Автоматическая формовочная линия 53 114
Мощность установленных двигателей – 115 кВт;
Габаритные размеры:
Длина – 65500 мм;
Ширина – 7500 мм;
Высота – 6500 мм;
Производительность (опок в час) – 240 шт.
Число операторов на линии в смену – 5 чел.
Похожие работы
... выявление характера производства. Для этого всё литьё разбиваем на группы по массе. 2.1 Состав программы Объем производственной программы приведен в таблице 2.1(Типовая программа цеха стального литья автозавода). Таблица 2.1-Обьем производственной программы. № Отливка Количество отливок на изделие. Масса отливки Количество отливок в форме Масса стержня Марка металла 1 Ролик 1 ...
... по времени, перемещение объекта производства с операции на операцию осуществляется непрерывно при помощи механизированных и автоматизированных транспортных устройств. 1.3. Режим работы на участке На формовочном участке литейного цеха применяется трех сменный режим работы. Длительность недели – 40 часов. Действительный фонд времени работы оборудования рассчитывается по формуле: FД=[(ДК – ...

... +474,98+240+1300=12814,98+15% =14737,22≈14800м2. Основные данные для расчетов складов шихтовых, а также способы хранения основных материалов приводятся в табл. (см. лит.1). В фасонно-сталелитейных цехах с индукционными печами шихтовой двор обслуживается подъездным путем и мостовым магнитным краном. Шихтовые материалы хранятся в закромах. Набор металлической шихты будут осуществлять с ...

... нашей стране, и отражает упадок, приходящийся на эту отрасль из которого не может быть выхода без серьёзных бизнес решений. 3. Бизнес-планирование как фактор повышения конкурентоспособности ОАО «Балаковский завод запасных деталей» в современных условиях» 3.1 Бизнес-план реконструкции участка чугунного литья на предприятии Общая характеристика проекта. ОАО «БЗЗД» предполагает закупить и ...
0 комментариев