Навигация
Расчет количества и стоимости оборудования участка
23755
знаков
37
таблиц
0
изображений
2.2 Расчет количества и стоимости оборудования участка
Расчет количества оборудования производят по формуле:
|
| (1) |
где:
Q - годовая программа;
![]() - коэффициент неравномерности;
- коэффициент неравномерности;
![]() - действительный фонд рабочего времени оборудования, в час;
- действительный фонд рабочего времени оборудования, в час;
q - часовая производительность оборудования.
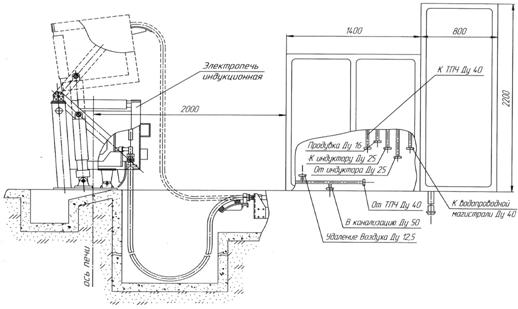
Расчет индукционной тигельной печи промышленной частоты ИЧТ – 2,5/1:
![]() .
.
Принимаю целое количество оборудования, больше расчетного, т.е. ![]() = 2.
= 2.
Коэффициент загрузки оборудования:
|
| (2) |
![]() =
= ![]() = 0,83.
= 0,83.
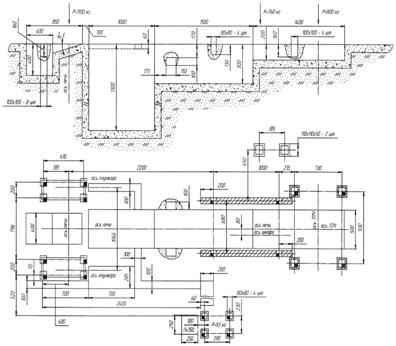
Расчет автоматической формовочной линии 53144:
![]() .
.
Принимают целое количество оборудования, больше расчетного, т.е. ![]() =2.
=2.
Коэффициент загрузки оборудования:
![]() =
= ![]() = 0,57.
= 0,57.
Средний коэффициент загрузки:
| (3) |
![]() .
.
Таблица 2 – Стоимость оборудования
| Наименование оборудования | Модель | Количество, шт | Мощность двигателя, кВт | Полная первоначальная стоимость единицы оборудования, тыс. руб. |
| |||
| Единица обору- ДОВ. | Все обору- ДОВ. | Цена | Монтаж |
| ||||
| 1. Индукционная тигельная печь | ИЧТ - 2,5/1 | 2 | 1000 | 2000 | 850,0 | 127,5 | 977,5 | 1955,0 |
| 2. АФЛ | 53 114 | 2 | 115 | 230 | 500,0 | 75,0 | 575,0 | 1150,0 |
| Итого: | 4 | 2230 | 3105,0 | |||||
|
| (4) |
На монтаж принять 15% от цены.
Таблица 3 - Амортизационные отчисления на оборудование
| Наименование оборудования |
| Норма амортизации, % | Амортизационные отчисления
|
| Индукционная печь | 1955,0 | 10 | 195,50 |
| АФЛ | 1150,0 | 10 | 115,0 |
| Итого: | 3105,0 | 310,50 |
Похожие работы
... выявление характера производства. Для этого всё литьё разбиваем на группы по массе. 2.1 Состав программы Объем производственной программы приведен в таблице 2.1(Типовая программа цеха стального литья автозавода). Таблица 2.1-Обьем производственной программы. № Отливка Количество отливок на изделие. Масса отливки Количество отливок в форме Масса стержня Марка металла 1 Ролик 1 ...
... по времени, перемещение объекта производства с операции на операцию осуществляется непрерывно при помощи механизированных и автоматизированных транспортных устройств. 1.3. Режим работы на участке На формовочном участке литейного цеха применяется трех сменный режим работы. Длительность недели – 40 часов. Действительный фонд времени работы оборудования рассчитывается по формуле: FД=[(ДК – ...

... +474,98+240+1300=12814,98+15% =14737,22≈14800м2. Основные данные для расчетов складов шихтовых, а также способы хранения основных материалов приводятся в табл. (см. лит.1). В фасонно-сталелитейных цехах с индукционными печами шихтовой двор обслуживается подъездным путем и мостовым магнитным краном. Шихтовые материалы хранятся в закромах. Набор металлической шихты будут осуществлять с ...

... нашей стране, и отражает упадок, приходящийся на эту отрасль из которого не может быть выхода без серьёзных бизнес решений. 3. Бизнес-планирование как фактор повышения конкурентоспособности ОАО «Балаковский завод запасных деталей» в современных условиях» 3.1 Бизнес-план реконструкции участка чугунного литья на предприятии Общая характеристика проекта. ОАО «БЗЗД» предполагает закупить и ...
0 комментариев