Навигация
Улучшение использования производственных мощностей. Размер экономии составил 584,7 млн.р. или 5,04 %
144200
знаков
16
таблиц
2
изображения
2. Улучшение использования производственных мощностей. Размер экономии составил 584,7 млн.р. или 5,04 %.
3. Рациональное использование материальных ресурсов.
Рассчитаем годовой экономический эффект от предложенных нами мероприятий.
![]() =584,7+11,256=595,96 млн.р. или (5,04+0,09)=5,13 %.
=584,7+11,256=595,96 млн.р. или (5,04+0,09)=5,13 %.
Расчет экономии от внедрения мероприятий, предложенных
ОАО «Минский завод Калибр » по формуле 3.2, упоминаемой выше
(п. 3.2).
![]() =24,3 %.
=24,3 %.
Рассчитаем суммарный годовой эффект от мероприятий, предложенных нами и предприятием.
![]() =24,3+5,13=29,4 %.
=24,3+5,13=29,4 %.
В итоге годовой эффект экономии в целом составил 29,4%, т. е. полная себестоимость может быть снижена в 2007 г. на этот процент.
3.4 Печатная плата симисторных ключей ПСК-3На предприятии имеется необходимое оборудование и отработаны технологические процессы для изготовления отдельных деталей, узлов и блоков радиоэлектронной аппаратуры, проведения проверки функционирования и необходимых испытаний. Кроме того, существует база для проектирования и изготовления технологического оснащения, измерительных и испытательных стендов. Все это позволяет в сжатые сроки осваивать в серийном производстве изделия новой техники, изготавливать на предприятии все входящие в состав изделий детали.
Изготовление изделий радиоэлектронной тематики на предприятии организовано по принципу серийного производства с широким применением типовых и групповых технологических процессов.
Для обеспечения защиты деталей от коррозии на предприятии применяются технологические процессы нанесения гальванопокрытий (цинкование, никелирование, хромирование), а также покрытия поверхности деталей полимерными порошковыми эпоксиполиэфирными композициями и жидкими лакокрасочными материалами на алкидной основе.
На предприятии имеется специализированное производство печатных плат, обеспечивающее изготовление односторонних и двухсторонних печатных плат 1–3 класса сложности позитивным фотохимическим методом с применением сухого пленочного фоторезиста и созданием защитной маски.
Монтаж и сборка узлов и изделий осуществляется в сборочном производстве на конвейерах. Пайка печатных узлов производится на конвейерах. Пайка печатных узлов производится на линиях пайки волной припоя, проверка качества монтажа печатных узлов и их отладка – на специальных стендах, разработанных и изготовленных на предприятии. Каждое собранное изделие подвергается технологическим испытаниям (вибротряска, технологическая приработка при повышенной температуре). Для обеспечения качества и безопасности изделий при эксплуатации каждое изделие проходит приемо-сдаточные испытания (ПСИ) на соответствие требованиям ТУ с обязательной проверкой изоляции и прочности изоляции при воздействии на него повышенного испытательного напряжения.
Для проведения испытаний на предприятии имеется испытательный центр, оснащенный всем необходимым оборудованием для проведения климатических, механических испытаний и испытаний на электробезопасность. Испытательный центр имеет государственную аккредитацию на проведение всех этих испытаний.
Организация производства и контроль за выпуском изделий на предприятии осуществляется планово-диспетчерским методом (ПДО), который обеспечивает выпуск продукции путем организации межцехового оперативно-календарного планирования, учета и контроля выполнения плана цехами, непрерывного регулирования хода производства на всех стадиях. ПДО осуществляет также оперативный учет и контроль обеспеченности цехов материалами, комплектующими изделиями, деталями сборочных единиц.
Предприятие обладает технологическим потенциалом и производственными мощностями по:
1.Изготовлению деталей весом до 600 грамм на металлообрабатывающих станках (в том числе ЧПУ). Точность обработки 6 – 7 квалитет, шероховатость поверхности до Ra 0,1.
2. Изготовлению штампованных деталей размером до 400х400мм
3. Изготовлению корпусов (в том числе и сварных) из листовых материалов толщиной до 2 мм на прессах с усилием до 100 т.с.
4. Изготовление деталей из термопластичных материалов весом до 1кг. Изготовлению деталей из термоактивных материалов, резины.
5. Изготовлению моточных изделий (трансформаторы, дроссели, катушки индуктивности) весом до 10 кг.
6. Изготовлению жгутов для радиоэлектронной аппаратуры.
7. Изготовлению печатных плат и печатных узлов.
8. Гальваническому покрытию, покраске и декоративному покрытию деталей и узлов.
9. Термической обработке деталей.
10. Монтажу, сборке и отладке узлов и блоков радиоэлектронной аппаратуры.
11.Проведению испытаний изделий (механических, электрических, климатических).
12. Изготовлению типографской продукции.
13. Изготовлению нестандартной контрольно-измерительной аппаратуры и нестандартного оборудования.
14. Изготовлению штампов (вырубных, гибочных, формовочных, вытяжных, горячей ковки) с рабочими частями из высококачественной инструментальной стали, габаритами 100 500 500 мм - пресс-формы для изготовления деталей из металла, термопластичных материалов, термореактивных материалов, резины габаритами до 1000 500 500 мм.
15. Изготовлению специального режущего инструмента из быстрорежущей стали и с рабочими частями из твердого сплава.
16. Изготовлению специального мерительного инструмента с точностью до 0,002мм для контроля линейных размеров до 200 мм.
17. Изготовлению спецприспособлений (сварочных, сборочных, измерительных) в том числе и пневматических.
3.4.1 Назначение платы симисторных ключей ПСК-3
Плата симисторных ключей входит в комплект плат для УЛ (управления лифтами).
Устройство управления лифтами серии УЛ предназначено для управления грузовыми и пассажирскими лифтами с одиночным и групповым управлением в жилых и административных зданиях.
Это микропроцессорное устройство представляет собой универсальную, оперативно перестраиваемую под необходимый алгоритм работы и конкретный объект систему управления электроприводом лифта и применением последних достижений в области микропроцессоров.
На плате симисторных ключей размещаются 4 однофазных прерывателя переменного тока, построенных по одной и той же схеме и позволяющих коммутировать нагрузку в цепях и напряжением 110В.
Базовым элементом является твердотельное оптоэлектронное реле типа К294 КП7В.
Цепь управления этого оптореле не связана гальванически с его выходной цепью, а силовой ключ на выходе способен коммутировать нагрузку при токах до 450 мА.
Выключение выключателя обеспечивается подачей в управляющую цепь оптореле постоянного тока величиной (20-25) мА.
Следует отметить, что категорически запрещается:
1. Изменять принципиальные и монтажные схемы, а так же схемы соединений, устанавливать в устройство аппаратуры, не предусмотренные принципиальной схемой, без согласия с организацией- разработчиком;
2. Производить замену применяемых аппаратов на аппараты другого типа и с другими поминальными параметрами без согласия их с заводом- изготовителем и др. организацией - разработчиком.
Гарантированному ремонту подлежат те устройства, наладка, и обслуживание которых производится специально обученным персоналом.
Производить устройства серии УЛ следует в соответствии с правилами:
1. Технической безопасности при эксплуатации электроустановок Госнадзора.
2. Устройства и безопасной эксплуатации лифтов Госгортехнадзора.
3. Технической эксплуатации, электроустановок потребителей Госнадзора.
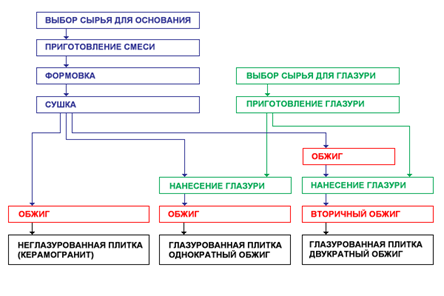
В табл. 3.5 приведен перечень технологических процессов по изготовлению печатных плат, нанесению гальванических и лакокрасочных покрытий.
Таблица 3.5
Перечень технологических процессов по изготовлению печатных плат
| № п/п | Наименование техпроцесса | Краткая характеристика | Производственные мощности |
| 1. | Изготовление печатных плат | Изготавливаются односторонние и двухсторонние печатные платы 1-3 класса ложности. При необходимости наносится защитная маска–лак двухкомпонентный SD2465 или фотопроявляемая маска SD2467. | Односторонние печатные платы - 50000кв.м /год двухсторонние печатные платы - 25000кв.м /год |
| 2. | Покрытие де талей жидкими и порошковыми эмалями. | Жидкие лакокрасочные материалы: окрашиваются в основном металлические поверхности. Применяются эмали и лаки на алкидной основе - МЛ-12, ПФ-115, УР-261,ЭП-730. | Для жидких ЛКМ - 4704кв.м /год; ля порошковых эмалей – 11760кв.м /год. |
| 3. | Нанесение гальванопокрытий,в т.ч.: | ||
| 3.1 | Цинкование стальных деталей | Цинковое покрытие с бесцветной или радужной пассивацией. Номенклатура: от крепежа до деталей дли- ной до 1800мм. Толщина гальванопокрытия – 3 – 18 мкм. | 700 кв.м /год. |
| 3.2. | Никелирование матовое или блестящее деталей из стали, меди и ее сплавов, алюминия и его сплавов. | Номенклатура: от крепежа до деталей длиной 1600мм. Толщина гальванопокрытия – 3 –18 мкм. | 3000 кв.м /год. |
| 3.3. | Хромирование | Номенклатура: от штифтов до прессформ. Толщина гальванопокрытия – 3 – 12 мкм. | 700 кв.м /год. |
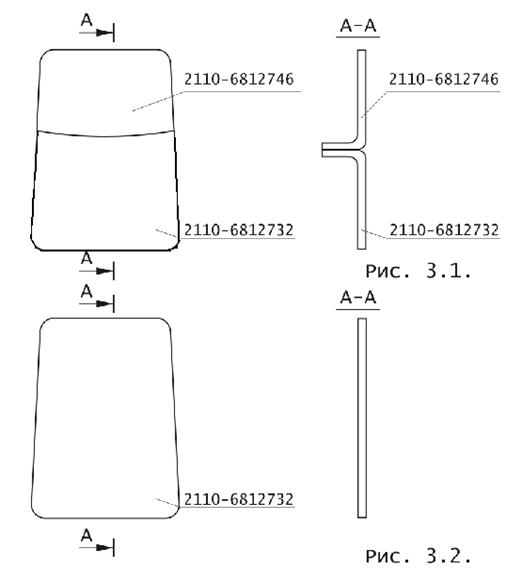
Материалом, который используют для изготовления печатной платы симисторных ключей ПСК-3 является стеклотекстолит.
Похожие работы

... хранения материальных ресурсов на предприятии; - функции материально-технического обеспечения внутренних подразделений предприятия; - функции экономической работы службы материально-технического снабжения. Схема управления материально-технического обеспечения ОАО «Минский завод «Калибр» приведена в приложении В. Управление материально-технического обеспечения (УМТО) является структурным ...




... повышения зарплаты, но отрицательно – на себестоимости. 3. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ МЕРОПРИЯТИЯ ПО СНИЖЕНИЮ СЕБЕСТОИМОСТИ ПРОИЗВОДСТВА ПРОДУКЦИИ 3.1 Пути снижения себестоимости продукции Можно выделить следующие основные направления снижения себестоимости продукции промышленного предприятия: Повышение технического уровня производства. Это внедрение новой, прогрессивной технологии, ...


... и т.д. Поэтому первостепенной задачей в этом направлении является рациональное использование рабочего времени при эксплуатации ведущего оборудования. Далее при анализе организации основного производства необходимо рассчитать следующие показатели: Частные показатели технического уровня производства Коэффициент механизации и автоматизации производства Коэффициент использования технологических ...





... : 1. Электрофасоннолитейный цех (ЭФЛЦ) 2. Сортопрокатный цех (СГЩ) Рисунок 3.1. Производственная структура ОАО ММЗ «Серп и молот» 3 Листопрокатный цех (ЛПЦ) 4 Сталепроволочный цех (СтПЦ) 5 Калибровочный цех 6 Цех холодной прокатки нержавеющей ленты (ЦХПНЛ) Структурой завода предусмотрены следующие вспомогательные службы, оказывающие услуги для нужд основного производства и ...
0 комментариев