Навигация
Статистический анализ технологических процессов
10536
знаков
3
таблицы
3
изображения
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТОЛЬЯТТИНСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
КАФЕДРА “ТЕХНОЛОГИЯ МАШИНОСТРОЕНИЯ”
Контрольная работа по дисциплине “Контроль качества продукции”
Студент Быков Р.Н.
Группа М-501
Преподаватель Драчев А.О.
ТОЛЬЯТТИ 2003-2004
Содержание
Введение
1. Статистическая обработка данных
2. Построение гистограммы
3. Диаграмма Исикавы
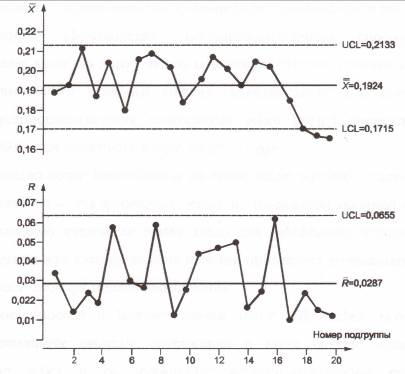
4. Составление карт контроля
Выводы
Список литературы
Приложения
Введение
В настоящее время, в условиях насыщенности рынка и конкуренции, приоритетным направлением деятельности предприятия является повышение качества продукции. С повышением уровня качества тесно связано повышение эффективности хозяйствования и возможность раскрытия новых экономических резервов. При этом следует отметить, что современные производственные процессы одновременно являются процессами расширенного воспроизводства, при которых повышение качества изделий позволяет шире использовать производственные возможности, экономичнее расходовать сырье, материалы и энергию, более рационально распределять свои силы.
Основной задачей любого предприятия является обеспечение качества выпускаемой продукции, которая отвечала бы определенным потребностям, в области применения или назначения, удовлетворяла бы требованиям потребителя, соответствовала бы применяемым стандартам и техническим условиям, учитывала бы требования охраны окружающей среды, предлагалась бы потребителю по доступным ценам и приносила бы стабильную прибыль. Но все это не может быть обеспечено без правильно организованной системы контроля качества.
Основной задачей служб контроля наряду с предупреждением брака является анализ технологических процессов с точки зрения обеспечения требуемого качества выпускаемой продукции и подготовки предложений по совершенствованию технологии и координации действий всех подразделений предприятия по обеспечению качества.
Качество процесса определяется тем, насколько потребительские свойства продукта удовлетворяются на заводском уровне, то есть степенью соответствия требованиям нормативно-технической документации. Эффективность процесса оценивается по качеству выпускаемой продукции и обеспечивается с помощью системы управления.
Разработка корректирующих мероприятий производится на основе статистического анализа технологических процессов. Он позволяет выявить «узкие» места, проследить тенденции появления отклонений, определить их закономерности, оценить точность и стабильность работы оборудования и т.д.
Поэтому целью данной контрольной работы является овладение базовыми навыками применения статистических методов.
1. Статистическая обработка данных
Оценка технологической точности обработки на контрольной операции проводится с помощью индексов воспроизводимости Ср и Срк.
Допускаемые значения индексов воспроизводимости для общепринятых оценок технологического процесса должны принимать следующие значения: 1 <[Cp] < 1,33 и 1 <[Cpк] < 1,33.
Значение индекса воспроизводимости Ср определим по формуле:
Ср = ![]() =0,012/0,01387=0,8646, (1.1)
=0,012/0,01387=0,8646, (1.1)
где Δ – поле допуска по чертежу:
Δ = ВЗ-НЗ=21,994-21,982=0,012, (1.2)
где ВГД, НГД – верхняя и нижняя граница поля допуска контролируемого размера.
W – поле рассеивания размеров, определяемое по формуле:
W=k×S=6,5∙0,00214=0,01387 (1.3)
K=6,5 – поправочный коэффициент, для выборки 100;
S –среднеквадратичное отклонение.
Определим среднеквадратичное отклонение по формуле:
s = ![]() =0,00214 (1.4)
=0,00214 (1.4)
где Хi – результат i-ого измерения;
(Хср)= 21,98769мм – среднее значение контролируемых размеров для всего объема выборки,
n=100 – количество, контролируемых размеров в выборке.
Полученное значение индекса воспроизводимости 0<Ср<1; поэтому технологический процесс происходит в статистически не устойчивом состоянии для принятого поля допуска контролируемого размера, т.е. все получаемые на данной настройке входят в требуемый допуск.
Определим значение индекса воспроизводимости Срк по формуле:
Срк=![]() =2∙0,00569/0,01387=0,81994, (1.5)
=2∙0,00569/0,01387=0,81994, (1.5)
где Dкрит – критическое расстояние между средней границей прохождения процесса и ближайшей границей поля допуска, принимаемое как минимальное
Расстояние между средней границей прохождения процесса и наибольшей границей поля допуска определим по формуле:
D крит 1=ВЗ–(Хср)=21,994-21,98769=0,00631 (1.6)
Расстояние между средней границей прохождения процесса и наименьшей границей поля допуска определим по формуле:
D крит 2=(Хср)–НЗ=21,98769-21,982=0,00569 (1.7)
Из полученных значений выбираем наименьшее и подставляем его в формулу (1.5)
Полученное значение индекса воспроизводимости Срк < Ср; это говорит о том, что настройка процесса смещена от центра поля допуска, поэтому для улучшения качества процесса необходимо увеличить Срк.
Похожие работы
... можно предсказать момент, когда определенная причина изменит течение процесса, но для установления ее природы и корректировки процесса необходимо проводить независимое исследование [1]. 2. Статистические методы регулирования качества технологических процессов при контроле по количественному признаку Количественные данные представляют собой наблюдения, полученные с помощью измерения и записи ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
... такой контроль очень дорог. Поэтому от сплошного контроля переходят к выборочному с применением статистических методов обработки результатов. Однако такой контроль эффективен только тогда, когда технологические процессы, будучи в налаженном состоянии, обладают точностью и стабильностью, достаточной для «автоматической» гарантии изготовления бездефектной продукции. Отсюда встает необходимость ...
... шлифовку 0.6 мм 2.3 Размерный анализ технологического процесса Размерный анализ технологического процесса выполняется с помощью метода графов. В соответствии с принятым технологическим процессом изготовления колеса производится размерный анализ детали. Конструкторские А и технологические S размеры, а также размеры заготовки З и припуски Z показаны на листе 3 графической части. По схеме на ...
0 комментариев