Навигация
2. Построение гистограммы
Для выявления положения среднего значения и определения характера рассеивания построим гистограмму.
Определим размах для всего объема контролируемых размеров в выборке.
R = Хmax-Xmin + 2е=21,994-21,982+2∙ 0,0005=0,013 (2.1)
где е=0,0005 – погрешность измерения.
Определяем ширину интервала по формуле:
К = ![]() =0,0013 (2.2)
=0,0013 (2.2)
Определяем границы интервала по формулам:
НГi = Хmin – e=21,982-0,0005=21,9815 (2.3)
ВГi = НГi + К=21,9815+0,0013=21,9828 (2.4)
где НГ и ВГ – соответственно верхняя и нижняя границы интервала.
Разделим весь диапазон контролируемых значений на k-интервалов и отметим границы интервалов (α1, α2… αк+1)
Подсчитаем количество значений (ni), попавших в каждый интервал, и составим интервальную таблицу частот
Вычислим длину интервала h = (αк+1- α1)/к
Все полученные значения сводим в таблицу 2.1
Гистограмму представим на рис 2.1
Таблица 2.1
| № интервала | Размерный интервал | Частота попадания в заданный интервал | |
| 1 | 21,9815 | 21,9828 | 0 |
| 2 | 21,9828 | 21,9841 | 7 |
| 3 | 21,9841 | 21,9854 | 6 |
| 4 | 21,9854 | 21,9867 | 22 |
| 5 | 21,9867 | 21,9880 | 32 |
| 6 | 21,9880 | 21,9893 | 25 |
| 7 | 21,9893 | 21,9906 | 13 |
| 8 | 21,9906 | 21,9919 | 6 |
| 9 | 21,9919 | 21,9932 | 5 |
| 10 | 21,9932 | 21,9945 | 0 |
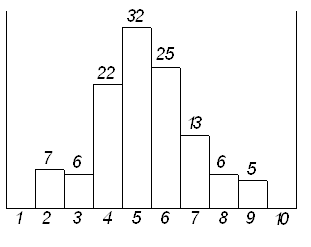
Рис. 2.1
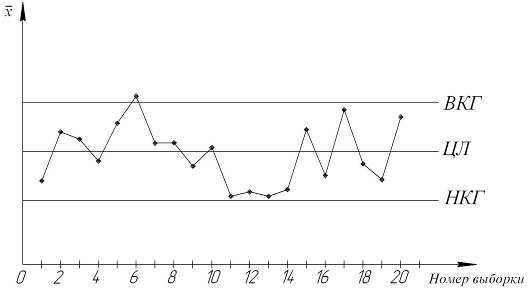
Анализ гистограммы подтверждает, что получаемые на данной операции размеры находятся в поле допуска размера и не выходят за его пределы.
Это подтверждает стабильность технологического процесса, значит настройка на размер проведена верно, техпроцесс не требует подналадки оборудования детали будут получены без брака.
Похожие работы
... можно предсказать момент, когда определенная причина изменит течение процесса, но для установления ее природы и корректировки процесса необходимо проводить независимое исследование [1]. 2. Статистические методы регулирования качества технологических процессов при контроле по количественному признаку Количественные данные представляют собой наблюдения, полученные с помощью измерения и записи ...





... регулирования ТП изготовления детали «Корпус ТМ966.2120-35» и статистического приемочного контроля Применение статистического регулирования технологического процесса изготовления детали «Корпус ТМ966.2120-35» представляет собой корректировку параметров процесса по результатам выборочного контроля параметров продукции, осуществляемого для технологического обеспечения заданного уровня качества. ...
... такой контроль очень дорог. Поэтому от сплошного контроля переходят к выборочному с применением статистических методов обработки результатов. Однако такой контроль эффективен только тогда, когда технологические процессы, будучи в налаженном состоянии, обладают точностью и стабильностью, достаточной для «автоматической» гарантии изготовления бездефектной продукции. Отсюда встает необходимость ...
... шлифовку 0.6 мм 2.3 Размерный анализ технологического процесса Размерный анализ технологического процесса выполняется с помощью метода графов. В соответствии с принятым технологическим процессом изготовления колеса производится размерный анализ детали. Конструкторские А и технологические S размеры, а также размеры заготовки З и припуски Z показаны на листе 3 графической части. По схеме на ...
0 комментариев