Навигация
10. Токарные работы.
Основой всех разновидностей процессов резания является точение, а основное средство обработки металлов – токарный резец.
Для осуществления процесса резания необходимо иметь два движения – главное (рабочее) и движение подачи.
Главное движение при точении - это вращательное движение обрабатываемой заготовки. Поступательное движение резца в продольном или поперечном направлении является движением подачи при точении. У некоторых станков (например, токарных автоматов продольно-фасонного точения) движения подачи имеет заготовка.
Резцы являются простейшими и наиболее часто используемыми инструментами. Резец состоит из головки (рабочей части) и державки. Державка служит для закрепления резца в суппорте станка. Различают проходные, отрезные, подрезные, расточные, резьбовые и фасонные резцы. Проходные резцы (прямые и отогнутые) используют для точения наружных поверхностей, снятия фасок. Подрезные – для подрезания торцов заготовки, резьбовые – для нарезания наружных и внутренних резьб, отрезные – для отрезания заготовки. Для растачивания сквозных и глухих отверстий используют расточные резцы.
Различают черновое и чистовое точение. При черновом точении обработку проводят с максимально допустимыми по условиям обработки глубиной резания и подачей резца. Чистовым точением получают детали с окончательными размерами и поверхностью высокого класса шероховатости.
11. Фрезерные работы.
Фреза - многолезвийный режущий инструмент, как правило, в виде диска с зубьями по окружности, с вращательным движением, предназначенными для обработки поверхности.
Фрезерная обработка - метод обработки металлов, при котором главным движением является вращение фрезы, а движением подачи является поступательное перемещение обрабатываемой заготовки в продольном, поперечном или вертикальном направлениях.
Фрезерование осуществляется режущим инструментом, называемым фрезой. Режущие зубья могут быть расположены как на цилиндрической поверхности, так и на торце. Каждый зуб фрезы представляет собой простейший инструмент – резец. Фрезы, как правило, - многозубый инструмент, но иногда применяют однозубые фрезы. Основные виды фрез: дисковые, цилиндрические, торцевые, шпоночные, угловые, концевые, прорезные (отрезные), фасонные. Конструктивно делятся на цельные, со сменными зубьями и сборные.
На горизонтально-фрезерных станках ось вращения фрезы расположена горизонтально, а на вертикально-фрезерных – вертикально, но может поворачиваться на угол +/- 45° в вертикальной плоскости.
Примеры работ, выполняемых на горизонтально-фрезерных станках: обработка прямоугольных и фасонных пазов дисковыми фрезами, обработка вертикальных поверхностей торцевыми фрезами. На вертикально-фрезерных станках выполняются такие работы, как обработка горизонтальных поверхностей торцевыми фрезами, обработка скосов и вертикальных поверхностей, обработка закрытых и открытых шпоночных пазов концевыми фрезами.
12.Шлифовальные работы.
Шлифованием называют процесс обработки резанием абразивными кругами.
При круглом и плоском шлифовании главное движение всегда вращательное; оно выполняется инструментом (шлифовальным кругом). При круглом шлифовании заготовка вращается, чем обеспечивается окружная подача. Однако круг в ряде случаев не перекрывает всей длины заготовки, поэтому нужна еще и продольная подача, которая выполняется заготовкой или кругом. При плоском шлифовании продольную подачу имеет чаще всего заготовка, а поперечную - круг или заготовка.
Абразивные зерна в круге располагаются беспорядочно и удерживаются связующим материалом. С заготовки срезается очень большое количество тонких стружек (до 100 млн. в мин). Шлифовальные круги работают с очень большими скоростями резания: до 30 м/с и более. С помощью шлифования производится чистовая и отделочная обработка деталей с высокой точностью. Режущей составляющей абразивного инструмента являются зерна абразивных материалов: окиси алюминия, карбида кремния, алмаза, кубического нитрида бора. Связка абразивного материала в инструменте может быть керамическая, бакелитовая, вулканитовая, глифталевая и поливинилформалевая.
Важной характеристикой абразивного инструмента является его твердость, т.е. сопротивляемость связки вырыванию абразивных зерен с поверхности инструмента под влиянием сил резания. Чем тверже круг, тем большая сила необходима, чтобы вырвать зерно из связки, но в то же время в большей степени проявляется склонность инструмента к "засаливанию" (забиванию пор стружкой) особенно при шлифовании вязких материалов.
13.Строгальные работы.
Процесс, при котором производится обработка однолезвийным инструментом, который совершает возвратно-поступательные движения - строгание.
При данном виде обработки на продольно-строгальных станках главное движение сообщается заготовке, а движение подачи - инструменту (резцу). При строгании на поперечно-строгальных станках и обработке заготовок на долбежных станках главное движение сообщается инструменту (резцу), а движение подачи - заготовке или резцу.
Для более полного использования мощности станка применяется многорезцовое строгание.
Высокопроизводительное чистовое строгание осуществляется широкими строгальными резцами, оснащенными пластинками из твёрдых сплавов: процесс ведётся при больших подачах - до 20 мм/дв. ход и более. Рациональный режим резания при строгании определяют по той же методике, что и при точении, с учётом соответствующих поправочных коэффициентов.
Основные недостатки строгания: удар инструмента (резца) в начале каждого рабочего хода и наличие холостого хода, что снижает стойкость инструмента и производительность обработки.
14.Сверлильные работы.
Сверлением называется образование снятием стружки отверстий в сплошном материале с помощью режущего инструмента - сверла. Сверление применяют для получения отверстий не высокой степени точности, и для получения отверстий под нарезание резьбы, зенкирование и развёртыва-ния. Сверление применяется: для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепёжные болты, заклёпки, шпильки и т.д.; для получения отверстий под нарезание резьбы, развёртывания и зенкерование.
Сверление можно получить отверстие с точностью по 10-му, в отдельных случаях - по 11-му квалитету и шероховатостью поверхности Rz 320...80. Свёрла бывают различных видов и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками из твёрдых сплавов. Сверло имеет две режущих кромки. Для обработки металлов различной твёрдости, применяют свёрла с различным углом наклона винтовой канавки.
Для сверления стали пользуются свёрлами с углом наклона канавки 18...30 градусов, для сверления лёгких и вязких металлов - 40...45 градусов, при обработки алюминия, дюралюминия и электрона - 45 градусов. Хвостовики у спиральных свёрл могут быть коническими и цилиндрическими. Конические хвостовики имеют свёрла диаметром 6...80мм. Эти хвостовики образуются конусом Морзе. Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части.
Свёрла бывают оснащённые пластинками из твёрдых сплавов, с винтовыми, прямыми и косыми канавками, а также с отверстиями для подвода охлаждающей жидкости, твёрдосплавных монолитов, комбинированных, центровочных и перовых свёрл. Эти свёрла изготовляют из инструментальных углеродистых сталей У10, У12, У10А и У12А, а чаще - из быстрорежущей стали Р6М5.
Заточка спиральных свёрл. Чтобы повысить стойкость режущего инструмента и получить чистую поверхность отверстия, при сверлении металлов и сплавов пользуются охлаждающей жидкостью . Просверливаемый Рекомендуемая охлаждающая материал жидкость , Сталь Мыльная эмульсия или смесь минерального и жирных масел, Чугун Мыльная эмульсия или обработка всухую, Медь Мыльная эмульсия или сурепное масло, Алюминий Мыльная эмульсия или обработка всухую, Дюралюминий Мыльная эмульсия, керосин с касторовым или сурепным маслом Силумин Мыльная эмульсия или смесь спирта со скипидаром Резина, эбонит, фибра Обработка всухую Заточку выполняют в защитных очках (если на станке нет прозрачного экрана).
Угол заточки существенно влияет на режим резания, стойкость сверла и, следовательно, на производительность. Качество заточки свёрл проверяют специальными шаблонами с вырезами. Шаблон с тремя вырезами позволяет проверять длину режущей кромки, угол заточки, угол заострения, а также угол наклона поперечной кромки.
Особенности сверления труднообрабатываемых сплавов и пластмасс
Сверление жаропрочных сталей осуществляется при обильном охлаждении 5%-ной эмульсией или водным раствором хлористого бария с добавкой 1% нитрата натрия.
Сверление лёгких сплавов требует особого внимания. Свёрла для обработки магниевых сплавов имеют большие передние углы; малые углы при вершине (24...90 градусов); большие задние углы (15 градусов). Для обработки алюминиевых сплавов свёрла имеют большие углы при вершине (65...70 градусов), угол наклона винтовых канавок (35...45 градусов), задний угол равен 8...10 градусов.
Сверление пластмасс можно производить любыми видами свёрл, однако нужно учитывать их механические свойства. При сверлении одних для охлаждения используют воздух, другие охлаждают 5%-ным раствором эмульсола в воде. Чтобы выходная сторона при сверлении не крошилась, под неё подкладывают жёсткую металлическую опору. Сверление пластмасс выполняется только остронаточенными резцами.
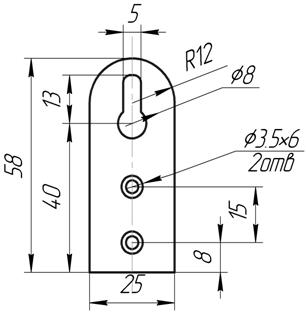
Приведите эскиз детали:
Какой применялся инструмент: спиральные сверла, штангенциркуль, слесарные напильники, линейка метрическая, молоток, сверлильный станок, угольник, радиусомер, кернер, зубило ,чертилка, сверлильный станок НС-КС.
Безопасность труда. При работе на сверлильном станке необходимо соблюдать следующие требования безопасности: правильно установить, надёжно закрепить заготовку на столе станка и не удерживать их руками в процессе обработки; не оставлять ключа в сверлильном станке после смены режущего инструмента; пуск станка производить только при твёрдой уверенности в безопасности работы ; не браться за вращающийся режущий инструмент и шпиндель; не вынимать рукой сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями; для удаления сверлильного патрона, сверла или переходной втулки из шпинделя пользоваться специальным ключом либо клином; не передавать и не принимать каких-либо предметов через работающий станок ; не работать на станке в рукавицах ; не опираться на станок во время его работы.
15. Вывод:
В ходе данной практической работы я научился пользоваться измерительными инструментами; научился правильно производить разметку деталей; правильно производить рубку метала; резку метала; производить правку и гибку металла; ручное опиливание металла ; сверление, зенкование, развёртку; разборку-сборку поршневой группы снегохода “Буран”.
16. Используемая литература.
1.Макиенко Н. И. Слесарное дело с основами материаловедения 1976г,
2.Покровский Б.С., Скакун В.А. Слесарное дело. 2004г,
3.Катаев А.М.Слесарное дело. Учебное пособие,
4.Гладилин А.В. Курс производственного обучения в машиностроительных техникумах .часть 1-2.1987г,
5.Вишневецкий Ю.Т.Слесарь по ремонту автомобилей: Устройство, техническое обслуживание и ремонт автомобилей. 2006г,
6.Бруштейн Б.Я., Дементьев В.Л.Токарное дело 1998г,
7.Аврутин С.В. Фрезерное дело.1984г.
Похожие работы
... электроэнергии, воды, местные вентиляционные отсосы, нахождения аптечки и средств пожаротушения. 6. Конструкторская разработка 6.1 Анализ существующих конструкций и приспособлений для обкатки и испытания двигателей внутреннего сгорания Приработка и испытания двигателей внутреннего сгорания производятся на обкаточно-тормозных стендах переменного тока, включающих устройство для вращения ...
... притирки клапанов он занимает гораздо меньше места, в данном стенде отсутствуют механизированные узлы, что экономит электроэнергию и не усложняет конструкцию стенда. 3.2 Инструкция по применению стенда для притирки клапанов, головки блока цилиндров двигателя ЗиЛ-130 и проверки качества данных работ Перед началом работ стенд устанавливают на верстак так, чтобы он стоял устойчиво, и проверяют ...
... (по указанию преподавателя) и сделать вывод о вoзможноcти использования его при подготовке и проведении ypоков по анализируемой ранее учебной программе. П.7. Для анализа методических материалов по обучению автоделу, опубликованных в журналах «Школа и производство», «Профессионaл», выписать по указателю публикаций за год (он дается в последнем номере истекшего года) нужные работы и указать ф.и.о. ...
... его конструкции, а также рядом эксплуатационных факторов. К числу конструктивных особенностей объекта относятся: - доступность - легкосъемность - удобство работ - взаимозаменяемость - контролепригодность и другие. Заданные свойства ЭТ объектов обеспечиваются в процессе создания и изготовления двигателей. В условиях эксплуатации эти свойства реализуются и ...
0 комментариев