Навигация
Производственный потенциал и собственно характеристика труб
74865
знаков
10
таблиц
12
изображений
2.2.1 Производственный потенциал и собственно характеристика труб
Цеха по производству электросварных труб:
• Стан «1020» по выпуску труб диаметром 1020 (1016) мм с толщиной стенки 9-15 мм из низколегированных термообработанных и термоупрочненных сталей методом электродуговой сварки под слоем флюса. Технология обеспечивает производство труб с высокими прочностными и качественными характеристиками, позволяющими применять их на рабочее давление 55 атмосфер - для транспортировки природного газа и 64 атмосферы - для транспортировки нефти в различных климатических условиях. В результате проведенной реконструкции по переходу на трехслойную сварку освоено производство труб на рабочее давление 75 атмосфер. Трубы используются для строительства магистральных газо- и нефтепроводов, паропроводов, водопроводов, тепловых сетей, различных металлоконструкций, в коммунальном хозяйстве и орошении;
• Стан «159-529» по выпуску труб диаметром от 159 до 530 мм с толщиной стенки 4-10 мм из углеродистых и низколегированных марок стали методом высокочастотной сварки. Технология и оборудование стана, непрерывный неразрушающий контроль и стопроцентные гидравлические испытания позволяют обеспечить высокую надежность всех освоенных типоразмеров труб. Трубы используются для сооружения магистральных газо- и нефтепроводов, транспортировки и хранения нефтепродуктов, технологических и промышленных трубопроводов, водопроводов, паропроводов, конструкций различного назначения в энергетике, строительстве, машиностроении и сельском хозяйстве;
• 9 трубоэлектросварочных станов 20 — 76 по выпуску труб диаметром 20 - 80 мм с толщиной стенки 1-4 мм из нержавеющих марок стали методом плазменной сварки. Из них 2 стана модернизированы и производят трубы из углеродистых марок стали методом высокочастотной сварки. В стадии окончания модернизация третьего стана. Цех постоянно работает над расширением сортамента выпускаемых труб, и в ближайшее время будет освоено производство труб диаметром 114 мм. Трубы используются в машиностроении, пищевой, химической промышленности, для изготовления конструкций различного назначения.
• Волочильный стан усилием 300 кН, позволяющий производить нержавеющие и углеродистые холоднодеформированные электросварные трубы методом безоправочного волочения.
Производство товаров народного потребления:
• Цех эмалированной посуды - крупнейший в Украине, с высоким уровнем механизации технологических процессов, выпускает почти все виды стальной эмалированной посуды, предназначенной для приготовления пиши, сервировки стола, санитарно-гигиенических и других хозяйственных нужд (около тридцати наименований изделий - кастрюли различной вместимости и форм, чайники, миски, ковши, салатники, кружки, бидоны, тазы, баки). Особенно высоким спросом пользуются различные типы кухонных наборов посуды с широкой гаммой расцветок и видами декоративно-художественной отделки. Цех имеет полный технологический цикл, включающий штамповку черных изделий из рулона и листа, подготовку поверхности под эмалирование, приварку арматуры, подготовку эмалевых шликеров, эмалирование, обжиг, декоративно-художественную отделку, производство гофрокартона, изготовление из него тары, упаковку и отгрузку продукции любым видом транспорта. Эмалированная посуда сертифицирована в России, имеет сертификат стран СНГ.
• Цех оцинкованной посуды производит в достаточно широком ассортименте изделия хозяйственного назначения - ведра и баки для воды, ванны для купания, тазы. Ведутся работы по освоению новых видов товаров народного потребления, в том числе из полиэтилена. Цех имеет высокую степень механизации всех технологических операций по изготовлению корпусов изделий.
• Цех красного кирпича предназначен для выпуска красного керамического кирпича для кладки наружных и внутренних стен, других элементов зданий и сооружений. Сырьем служат суглинки Новомосковского карьера и отходы углеобогащения. Оборудование цеха почти полностью обновлено, внедрена технология обжига кирпича с применением природного газа. Ведутся работы по улучшению качества кирпича и товарного вида.
Цех по производству сварочных флюсов и эмалевых фритт.
• Комплекс по производству плавленных сварочных флюсов в составе двух электрических дуговых печей с оборудованием для грануляции, сушки, рассева и упаковки флюсов. Выпускаются флюсы марок АН-60, АН-60С, АН-26, АН-67А-1, ОСЦ-45, осваивается производство флюса марки АН-68. Флюсы применяются как для собственных нужд, так и поставляются на другие предприятия, в частности, на Харцызский трубный и Выксунский металлургические заводы.
• Комплекс по производству плавленных фритт и керамических глазурей в составе б пламенных вращающихся печей с оборудованием для грануляции, рассева и упаковки продуктов производства. Освоен выпуск фритт более двадцати наименований (рецептур), которые по качеству не уступают зарубежным.
2.2.2 Работа, выполненная по техническому совершенствованию труб
С целью повышения качества труб и обеспечения требований заказчиков на уровне современных требований на ПМК-7 постоянно проводятся планомерные работы по техническому совершенствованию производства. К этим работам привлекаются ведущие институты: ВНИИГаз (г. Москва), ВНИИСТ (г. Москва), ИЭС им. Патона (г. Киев), ГТИ (г. Днепропетровск), и др.
К настоящему времени выполнены следующие работы:
· произведена реконструкция стана 1020, в результате которой трубы производятся из одного листа с одним продольным швом вместо ранее изготавливаемых труб из двух листов с двумя продольными швами;
· внедрен полный объем неразрушающего контроля сварных швов по схеме, предусмотренной современными требованиями: автоматический ультразвуковой, рентгентелевизионный, ручной ультразвуковой, рентгентелевизионный контроль участков, отремонтированных сваркой;
· для производства труб используется лист, прошедший сплошной ультразвуковой контроль по всей плоскости листа, кроме того, после экспандирования и гидроиспытания трубы производится ультразвуковой контроль сплошности основного металла трубы на длине 60 мм;
· внедрена трехслойная сварка продольных швов по схеме: сплошной технологический (сборочный) - внутренний рабочий - наружный рабочий;
· внедрены системы автоматического наведения электродов при сварке швов;
· внедрен комплекс технологических и организационных мер, обеспечивающих повышенные требования к геометрическим параметрам сварных швов, допускам по диаметру концов и корпуса труб, гарантию ударной вязкости металла шва.
· введен ультразвуковой контроль концов основного металла труб с целью исключения расслоений на концах труб под сварку кольцевых швов как заводского, так и монтажного;
· отработана технология сварки кольцевых швов, позволяющая гарантировать их механические свойства и ударную вязкость металла шва и околошовной зоны.
Выполнение перечисленных и ряда других работ позволило:
- использовать трубы диаметром 1020 мм производства ПМК-7 для нефтепроводов на давление до 6,3 МПа и газопроводов на давление до 7,4 МПа с коэффициентом надежности по материалу 1,34;
- обеспечить требования к качеству труб на уровне последних требований заказчиков (в частности, изложенные в нормативных документах Газпрома СП-101-34-96 и АК "Транснефть" СП-34-101-96), сертифицировать трубы в системе API и организовать их производство по стандартам API 5L, DIN.
Направлениями дальнейших работ в части повышения качества труб диаметром 1020 (1016) мм являются: расширение сортамента труб по диаметру (трубы диаметром 914, 920, 967, 1067 мм), освоение производства труб с антикоррозионными покрытиями, освоение новых марок стали (типа Х65 по стандарту API 5L), освоение производства труб длиной до 18 м, освоение производства труб с особыми требованиями повышенной категории надежности и труб для технологических нужд.
2.3 Характеристика трубных рынков
Похожие работы
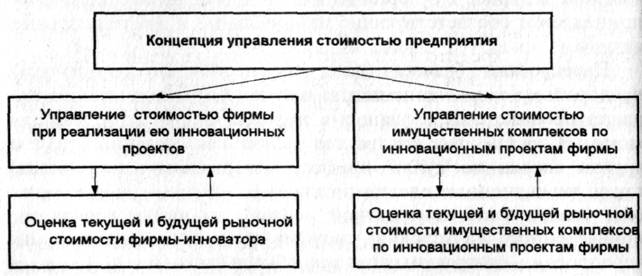
... среднесрочных инвесторов, может рассматриваться как реальный источник финансирования непосредственно самой фирмы и ее развития (технической реконструкции, реструктуризации и т.п.), а не ее акционеров (пайщиков). Обобщенно концепция управления стоимостью предприятия и роль в ней оценки бизнеса могут быть представлены схематично (рис. 1). Рис. 1. Варианты практической реализации концепции ...
... инновационных проектов. Для облегчения управления инновационными проектами руководителям следует придерживаться следующих принципов управления инновационными проектами: 1. Принцип селективного (выборочного) управления. Суть в выборе приоритетных направлений. Адресная поддержка инновационных фирм и новаторов. 2. Принцип целевой ориентации проектов на обеспечение конечных целей. Предполагает ...
... часть которой Аптека может направлять на инвестирование различных социальных программ, снижая при этом соответствующую нагрузку на бюджет и прибыль предприятий. 3 Принятие решений по инвестиционному проекту «Социальная Аптека» 3.1 Рекомендации по эффективному принятию решений при формировании бюджета капиталовложений инвестиционного проекта «Социальная Аптека» Решения должны приниматься в ...


... проекта, т.е. организационная структура проекта. Период времени между началом осуществления проекта и его ликвидацией принято называть инвестиционным циклом. 1.2 Управление инвестиционными проектами Можно дать два основных понятия управления проектами, которые чаще всего приводятся в литературе. Управление проектом - это деятельность по планированию, организации, координации, мотивации и ...
0 комментариев