Навигация
3.2 Решение первой задачи
В современном машиностроение, особенно, серийном и массовом наиболее часто находят применение теоретико-вероятностный метод расчета размерных цепей, обеспечивающий наиболее экономичное решение технологических и конструкторских задач. Поэтому в курсовой работе используется именно данный метод решения размерных цепей.
При массовом или крупносерийном производстве, особенно в многозвенных размерных цепях, вероятность одновременного попадания на сборку, например, наибольших размеров всех уменьшающих звеньев чрезвычайно мала. Поэтому размерные цепи целесообразно рассчитывать вероятностным методом, позволяющим без расширения поля допуска замыкающего звена расширить поля допусков на изготовлении составляющих звеньев.
Номинальный размер замыкающего звена рассчитывается так:
 , (3.1)
, (3.1)
где m и n - число увеличивающих и уменьшающих звеньев в цепи.
Допуск замыкающего звена рассчитывается следующим образом:
 (3.2)
(3.2)
Значение координаты середины поля допуска замыкающего звена рассчитывается следующим образом:
![]() (3.3)
(3.3)
В свою очередь координаты середин полей допусков увеличивающих и уменьшающих звеньев рассчитываются соответственно так:
![]() или
или ![]() ; (3.4)
; (3.4)
![]() или
или ![]() . (3.5)
. (3.5)
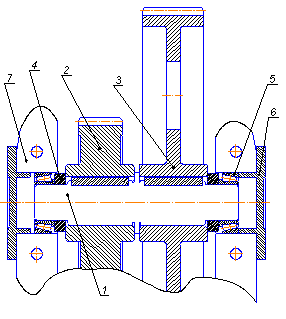
ПРИМЕР. Пусть заданы следующие значения звеньев размерной цепи, приведенной на рис. 6: увеличивающее А2=49,2 мм и уменьшающие А1’=1,1-0,25 мм; A3’=17-0,12 мм; А4'=14 мм; A5’=17-0,120 мм; Следует определить допуск и отклонение замыкающего звена АD.
По формуле (3.1) находим номинальный размер замыкающего звена:
,
АD = 49,2 - (1,1 + 17 + 14 + 17 ) = 0,1 мм.
Рассчитываем значение Ес 168 по формуле (3.4):
![]() мм.
мм.
По формуле (3.5) определяем значение координат середин полей допусков уменьшающих звеньев:
![]() мм;
мм; ![]() мм;
мм; ![]() мм;
мм;
![]() мм;
мм; ![]() мм;
мм; ![]() мм;
мм;
![]() мм;
мм; ![]() мм.
мм.
По формуле (3.3) подсчитываем значение ЕсАD :
ЕсАD=–0,20–(0.06–0,06–0,105–0,125–0,09–0,105–0,009–0,06–0,06)= =0,32 мм.
Рассчитаем допуск замыкающего звена по формуле (3.2):
![]() мм.
мм.
Предельные отклонения замыкающего звена рассчитываются по формулам:
![]()
![]() ;
;
![]() (3.6)
(3.6)
Следовательно: ![]() мм;
мм;
![]() мм.
мм.
Окончательно имеем следующее замыкающее звено: ![]() мм.
мм.
3.3 Решение второй задачи
Вторая задача распространена в практике машиностроения в значительно большей степени, чем первая. Точность составляющих размеров должна быть такой, чтобы гарантировалась заданная точность замыкающего звена. В данной задаче есть одно уравнение (3.2), а число неизвестных составляет m+n. Следовательно, для ее решения, должны быть выбраны дополнительные условия, позволяющие устранить неопределенность. В теории и практике решения размерных цепей для этих целей используется способ равных допусков или способ одного квалитета.
Способ равных допусков применяют, если составляющие звенья расположены в одном размерном интервале и могут быть выполнены с примерно одинаковой точностью. Этот способ находит ограниченное применение, так как практически очень редко встречаются размерные цепи, составляющие звенья, которые входили бы в один размерный интервал. Например, довольно простая размерная цепь, представленная на рис.6, включает размеры, входящие в 6 размерных интервалов по стандарту СЭВ 144 – 75. Однако, рассмотрим все же методику решения размерных цепей способом равных допусков, которая, хотя и редко, но применяется.
При решении методом неполной взаимозаменяемости определение средней величины допуска составляющих звеньев производится по формуле:
![]() , (3.7)
, (3.7)
Здесь Кi – коэффициент относительного рассеяния размеров. При изготовлении деталей на настроенных станках и при распределении
погрешностей размеров по закону нормального распределения Ki=1,5
Если значение TAi,j , рассчитанное по формуле (3.7), не совпадает со стандартным, то при выборе допусков следует придерживаться следующего правила. Для звеньев относительно более сложных с технологической точки зрения (например А1 , А’5 , рис.6) допуски выбираются большими, чем TAi,j ,а для технологически простых звеньев – округляются в сторону уменьшения. Если и при этом равенство (3.2) не обеспечивается, то одно из составляющих звеньев принимается за компенсирующее звено, в качестве которого обычно выбирается звено наименее ответственное с конструктивной точки зрения и наиболее простое - с технологическо. В цепи (рис.6) таким звеном могут быть втулки A4’ или А8’. Допуск компенсирующего звена рассчитывается по формуле:
 (3.8)
(3.8)
В качестве компенсирующих могут также использоваться не одно, а несколько звеньев (например, обе втулки A4’ и А8’ в цепи, показанной на рис.6). Тогда сумма под корнем в формуле (3.8) соответствующим образом изменяется.
Координата середины поля допуска компенсирующего звена рассчитывается по формуле (3.9) или (3.10) если звено Ак соответственно увеличивающее либо уменьшающее:
![]() (3.9)
(3.9)
![]() (3.10)
(3.10)
ПРИМЕР. В размерной цепи (рис.6) допуски звеньев A3’ и А9’ известны, так как подшипники являются стандартными (покупными) узлами, точность изготовления которых определяется классом их
точности. В данном узле применен шарикоподшипник №206 лёгкой серии касса точности О. По ГОСТ 8338-57 [6] определяем основные размера, а по ГОСТ 520-71 отклонение на ширину кольца, равное 0,12 мм. Исходя из условий работы червячной передачи установлено, что осевое смещение вала допускается в пределах ±0,5 мм. Следовательно, замыкающее звено равно ![]() мм и
мм и ![]() мкм. Поскольку значения
мкм. Поскольку значения ![]() и
и ![]() равны по 120 мкм, то по формуле (3.17) (при
равны по 120 мкм, то по формуле (3.17) (при ![]() ) рассчитываем средний допуск для остальных (кроме звеньев
) рассчитываем средний допуск для остальных (кроме звеньев ![]() и
и ![]() ) звеньев цепи.
) звеньев цепи.
![]() мкм
мкм
По таблицам СТ СЭВ 145-75 принимаем допуски звеньев, кроме компенсирующего ![]() , а также
, а также ![]() и
и ![]() такими:
такими: ![]() мм;
мм; ![]() мм;
мм; ![]() мм;
мм; ![]() мм;
мм; ![]() мм;
мм; ![]() мм;
мм; ![]() мм.
мм.
При назначения полей допусков ( H или h ) на составляющие звенья надо руководствоваться следующим простым правилом: звено (деталь) рассматривается отдельно (вне сборочного узла) и если исследуемый размер является охватываемым (валом), то следует выбрать поле h, а если охватывающим (отверстием), то – H.
Далее, проверяем соблюдается ли равенство, определяемое формулой (3.2). Корень квадратный из суммы квадратов допусков составляющих звеньев (включая ![]() мм) равен:
мм) равен:
![]()
мм. Следовательно:  и это вызывает необходимость ввести в расчёт компенсирующее звено (
и это вызывает необходимость ввести в расчёт компенсирующее звено (![]() как сказано выше), допуск которого определяем по формуле (3.8):
как сказано выше), допуск которого определяем по формуле (3.8):
![]() мм.
мм.
По формуле (3.10) определяем величину ![]() :
:
![]() мм.
мм.
Отклонения компенсирующего звена рассчитываются по формуле (3.6):
![]() мм;
мм;
![]() мм.
мм.
Следовательно, компенсирующее звено ![]() мм.
мм.
Произведем проверку полученных значений допусков по формуле (3.2):
![]() мм.
мм.
Способ равного квалитета предполагает, что все составляющие звенья выполнены по одному квалитету, а величена допусков зависит от номинального размера каждого звеньев.
При решении задачи методом неполной взаимозаменяемости коэффициент ![]() (число единиц допуска в допуске) рассчитывается по формуле:
(число единиц допуска в допуске) рассчитывается по формуле:
 ,
,
где i – единица допуска, рассчитываемая по формуле (2.9).
По величине ![]() находится квалитет, затем значения допусков для каждого звена. Если при этом не удовлетворяется равенство (3.2), то используют компенсирующие звенья, так как это показано выше.
находится квалитет, затем значения допусков для каждого звена. Если при этом не удовлетворяется равенство (3.2), то используют компенсирующие звенья, так как это показано выше.
Решение задачи методом неполной взаимозаменяемости, одного квалитета
Пусть заданы следующие значения звеньев размерной цепи, приведенной на рис.: увеличивающее А2=49,2 мм и уменьшающие А1’=1,1-0,25 мм; A3’=17-0,12 мм; А4'=14 мм; A5’=17-0,120 мм; ![]() мкм;
мкм; ![]() мкм. Следует определить допуск и отклонение замыкающего звена АD.
мкм. Следует определить допуск и отклонение замыкающего звена АD.
По формуле (3.1) находим номинальный размер замыкающего звена:
,
АD = 49,2 - (1,1 + 17 + 14 + 17 ) = 0,1 мм.
Рассчитаем вначале сумму единиц допусков, входящих в знаменатель формулы (3.11).
Примем для практических расчётов, что ![]() . Для заданных номинальных размеров составляющих звеньев находим, что для
. Для заданных номинальных размеров составляющих звеньев находим, что для ![]() единицы допуска соответственно равны: 2,14; 1,33; 1,22; 1,33 мкм.
единицы допуска соответственно равны: 2,14; 1,33; 1,22; 1,33 мкм.
Тогда, согласно (3.11) и, имея ввиду, что ![]() мкм, получаем:
мкм, получаем:
![]()
По таблице находим соответствующий коэффициент,он получился равным JT10.
Тогда: А2=49,2Н10+0,100,А3=17h10-0,070,A4=14h10-0,070, А5=17h10-0,070
По формулам (3.8), (3.9), (3.10) рассчитываем параметры компенсирующего звена А4
;![]()
![]()
которые оказались следующими: ![]() мм;
мм; ![]() мм;
мм; ![]() мм;
мм; ![]() мм. Следовательно,
мм. Следовательно, ![]() мм.
мм.
Правильность расчета проверяется по формуле (3.2).

3.4 Общие указания и рекомендации по расчету размерных цепей
3.4.1 Размерная цепь рассчитывается только методом неполной взаимозаменяемости (теоретико-вероятностным методом)
3.4.2 В курсовой работе решается, как правило, вторая задача. Однако может быть задана первая задача, а также и обе (первая и вторая). В бланке-задании делается соответствующее указание и сообщаются необходимые исходные данные
3.4.3 Схема размерной цепи вычерчивается на том чертеже (рис.6), где изображен рассчитываемый узел
3.4.4 Номинальные размеры составляющих звеньев, кроме тех, которые выбираются по стандарту (![]() и
и ![]() - ширина кольца подшипников качения), а также заданы для всех вариантов постоянными (
- ширина кольца подшипников качения), а также заданы для всех вариантов постоянными (![]() ,
,![]() и
и ![]() ), могут назначаться в долях от величины l
), могут назначаться в долях от величины l
Похожие работы
... с односторонним расположением губок для измерения наружных и внутренних размеров. При измерении поверхности микрометра приводятся в соприкосновение с поверхностями изделия. За результат измерения принимается алгебраическая сумма отсчетов по шкалам микрометра. 7.2 Расчет размеров калибров для гладкого цилиндрического соединения Калибры применяют не для определения числового значения ...
... познавательному труду, стимулировать стремление к расширению полученных в школе знаний путем самообразования, воспитать интерес к науке. 2.2 Педагогические особенности формирования технических знаний на уроках технологии Как известно, обучение складывается из двух взаимосвязанных процессов: учения (деятельности учащихся) и преподавания (деятельности учителя). При этом деятельность учащихся ...





... и допусков проставляют на операционных эскизах обработки. При выполнении размерного анализа студенты пользуются знаниями, полученными при изучении курсов "Основы взаимозаменяемости, стандартизации и технических измерений", " Основы технологии машиностроения", и указаниями [2, с. 550-633; 7, c. 10l-113; 8, с. 126-142; 9, с. 49-55; 16; 23, с. 127-141 и др.] П р и м е р 9. Расстояние между торцом ...





... работы, а именно, рассмотреть методы и формы преподавания дисциплины «Основы взаимозаменяемости и стандартизации» на базе ВУЗа, мы решали ряд задач: 1. Изучить и проанализировать литературу по дисциплине «Основы взаимозаменяемости и стандартизации, а так же изучение особенности методики преподавания технических дисциплин в педагогическом ВУЗе. 2. Изучить структуру, функции и ...
0 комментариев