Навигация
ПРОЕКТИРОВАНИЕ И РАСЧЁТ ЧЕРВЯЧНОЙ ФРЕЗЫ С ПРЯМОУГОЛЬНЫМ ШЛИЦЕМ
16458
знаков
5
таблиц
11
изображений
2 ПРОЕКТИРОВАНИЕ И РАСЧЁТ ЧЕРВЯЧНОЙ ФРЕЗЫ С ПРЯМОУГОЛЬНЫМ ШЛИЦЕМ
Исходные данные для варианта №5А:
исполнение – окончательный инструмент,
![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() .
.
Отклонения для внутреннего диаметра и ширины шлица выбираем по квалитету h11: ![]() ,
, ![]()
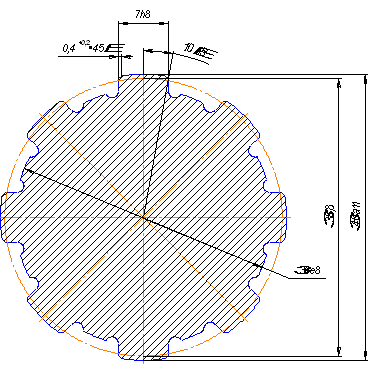
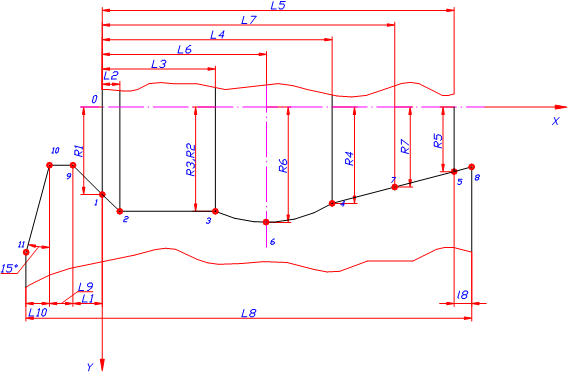
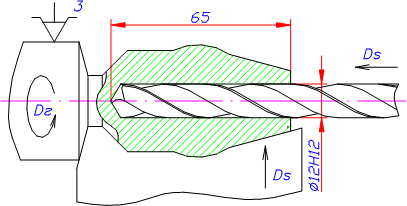
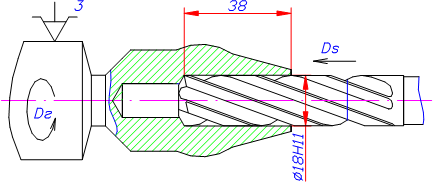
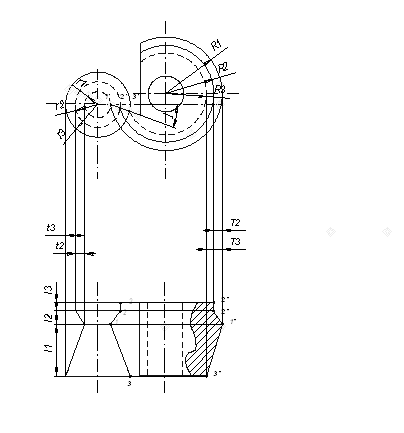
Рисунок 2.1
Расчётные размеры вала
Наружный диаметр
![]() , (2.1)
, (2.1)
где ![]() - максимальная величина наружного диаметра вала;
- максимальная величина наружного диаметра вала;
![]() - минимальная (номинальная) величина фаски.
- минимальная (номинальная) величина фаски.
![]()
Внутренний диаметр
![]() , (2.2)
, (2.2)
где ![]() - минимальная величина внутреннего диаметра вала;
- минимальная величина внутреннего диаметра вала;
![]() - допуск на внутренний диаметр.
- допуск на внутренний диаметр.
![]()
Ширина шлица
![]() , (2.3)
, (2.3)
где ![]() - минимальная ширина шлица;
- минимальная ширина шлица;
![]() - допуск на ширину шлица.
- допуск на ширину шлица.
![]()
Диаметр начальной окружности с фаской на сторонах шлица
![]() , (2.4)
, (2.4)
![]()
Принимаем ![]() .
.
Конструктивные элементы фрезы
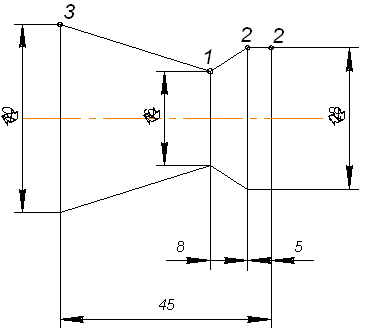
Определим профиль боковой поверхности зубьев фрезы аналитическим методом:
![]() , (2.5)
, (2.5)
![]()
Так как ![]() , то теоретическую кривую заменяем одной
, то теоретическую кривую заменяем одной
окружностью.
Ординаты т.1 и т.2 принимаем:
![]() , (2.6)
, (2.6)
![]()
Принимаем ![]()
![]() , (2.7)
, (2.7)
![]()
Определим значение угла шлица в точке на ![]()
![]() , (2.8)
, (2.8)
![]() тогда
тогда ![]()
Определим значения углов обката т.1 и т.2
 , (2.9)
, (2.9)
 , тогда
, тогда ![]()
 , (2.10)
, (2.10)
 , тогда
, тогда ![]()
Абсциссы т.1 и т.2 определяем так
![]() , (2.11)
, (2.11)
![]() .
.
![]() , (2.12)
, (2.12)
![]() .
.
Координаты центра заменяющей окружности
![]() , (2.13)
, (2.13)
![]() .
.
![]() , (2.14)
, (2.14)
![]() .
.
Радиус заменяющей окружности
![]() , (2.15)
, (2.15)
![]() .
.
Определим величину отклонений дуги от теоретической кривой в двух точках a и b , расположенных между точками 0; 1; 2.
 , (2.16)
, (2.16)

 , (2.17)
, (2.17)
 .
.
Углы обката точек a и b
![]() , (2.18)
, (2.18)
![]() .
.
![]() , (2.19)
, (2.19)
![]() .
.
Координаты точек а и b
![]() , (2.20)
, (2.20)
![]() .
.
![]() , (2.21)
, (2.21)
![]() .
.
![]() , (2.22)
, (2.22)
![]() .
.
![]() , (2.23)
, (2.23)
![]() .
.
Радиусы точек а и b
![]() , (2.24)
, (2.24)
![]() .
.
![]() , (2.25)
, (2.25)
![]() .
.
Максимальная погрешность замены в точках а и b
![]() , (2.26)
, (2.26)
![]() .
.
![]() , (2.27)
, (2.27)
![]()
Проверим допустимость погрешности
![]() , (2.28)
, (2.28)
где ![]() - допуск на ширину шлица
- допуск на ширину шлица
![]()
Так как неравенство выполняется, то погрешность считается допустимой.
Толщина зуба фрезы по начальной прямой
![]() , (2.29)
, (2.29)
где ![]() - число шлицев вала.
- число шлицев вала.
![]() .
.
Шаг зуба в нормальном сечении
![]() , (2.30)
, (2.30)
![]() .
.
Смещение угла от начальной прямой
![]() , (2.31)
, (2.31)
![]()
Угол уступа фаски ![]() , при
, при ![]() ,
, ![]() .
.
Ширина: ![]() ,
,
Высота: ![]() .
.
Размеры канавки для выхода шлифовального круга при затыловании канавки
Радиус: ![]() ,
,
Ширина: ![]() ,
,
Глубина: ![]() .
.
Высота шлифовальной части зуба фрезы:
![]() , (2.32)
, (2.32)
![]()
Общая высота профиля зуба
![]() , (2.33)
, (2.33)
![]() .
.
Высота усика:
![]() , (2.34)
, (2.34)
где ![]() - максимальная высота профиля зуба (высшая точка зуба)
- максимальная высота профиля зуба (высшая точка зуба)
![]() , (2.35)
, (2.35)
где ![]() - радиус начальной окружности вала,
- радиус начальной окружности вала,
![]() - угол обката высшей точки профиля
- угол обката высшей точки профиля
![]() , (2.36)
, (2.36)
где ![]() - угол профиля шлица
- угол профиля шлица
![]() , (2.37)
, (2.37)
![]() , тогда
, тогда ![]()
![]() , тогда
, тогда ![]()
![]()
![]()
Высота шлифовальной части зуба
![]()
![]()
принимаем ![]()
Геометрия фрезы
Передний угол ![]()
Задний угол на вершине зуба ![]()
Шаг между выбираемыми углами 30’.
На боковых сторонах профиля задний угол ![]()
![]() , (2.33)
, (2.33)
где, ![]() , тогда
, тогда ![]()
![]() , тогда
, тогда ![]() .
.
Расчёт конструктивных и габаритных размеров фрезы
Число ходов. Преимущественно однозаходные.
Угол подъёма витков по среднему диаметру ![]()
Направление витков, правое. Направление передней поверхности зубьев, левое.
Ориентировочный наружный диаметр
![]() , (2.34)
, (2.34)
![]() , принимаем
, принимаем ![]() .
.
Число зубьев фрезы
Так как допуск на ширину шлица ![]() , то
, то ![]() .
.
Величина затылования
![]() , (2.35)
, (2.35)
![]() , принимаем
, принимаем ![]() .
.
![]() , принимаем
, принимаем ![]()
Размеры канавки для выхода стружки: ![]() ,
,
![]() , (2.36)
, (2.36)
![]() .
.
Угол правки ![]() .
.
Длина шлифовальной части задней поверхности зубьев фрезы
![]() , (2.37)
, (2.37)
![]() , принимаем
, принимаем ![]() .
.
Шаг витков фрезы в осевом сечении
![]() , (2.38)
, (2.38)
![]() .
.
Длина наружной части фрезы
![]() , (2.39)
, (2.39)
![]() .
.
Общая длина фрезы
![]() , (2.40)
, (2.40)
![]()
![]() , (2.41)
, (2.41)
![]()
Принимаем ![]() .
.
Диаметр цилиндрической части буртиков
![]() , (2.42)
, (2.42)
![]() .
.
Средний расчётный диаметр
![]() , (2.43)
, (2.43)
![]() .
.
Угол наклона стружечной канавки
![]() , (2.44)
, (2.44)
где, ![]() .
.
![]() , тогда
, тогда ![]()
Шаг ступенчатой канавки
![]() , (2.45)
, (2.45)
![]() .
.
Диаметр отверстия фрезы
![]() , (2.46)
, (2.46)
![]() , принимаем
, принимаем ![]() .
.
Похожие работы
... стружки при полностью сточенном сверле; lр – длина режущей части сверла lр = 0.3·dсв = 0.3·12 = 3,6 мм; lк – длина стружечной канавки; D = 10 мм; lо = 130-30-10-3,6=86,4 мм. Число переточек: n = lo/Dl = 86,4/0,8 = 108 переточка. Dl – величина стачивания за одну переточку. 6. Проектирования зенкера. Обоснование использования инструмента. Зенкер предназначен для обработки отверстия в литых ...





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
... профиля и удобство контроля резца. Допуски на размеры шаблона: r1= 29,3±0,36; r2=34,72±0,31; r3=35,78±0,31; r4= 39,38±0,31; Допуски на размеры контр-шаблона: r1= 29,3±0,18; r2=34,72±0,155; r3=35,78±0,155; r4=39,38±0,155; 1.8 Проектирование державки фасонного резца Державки фасонных резцов должны удовлетворять следующим требованиям: 1) Конструкция державки должна быть ...
... 55 мм; (6) Определим размеры внутреннего отверстия: l1 = 0,25 LР = 0,25* 55= 13.75мм; (7) l = LР - l1 = 55-13.75 = 41.25 мм; (8) l3 = 0,25 l = 0,25 *41.25= 10.31 мм. (9) Рисунок 2.3 – Резец фасонный круглый Рисунок 1.4-Шаблон и контршаблон 2. Проектирование и расчёт фасонной протяжки Исходные данные: рисунок 14, вариант 3. Размеры обрабатываемого отверстия: d =30 мм, D ...
0 комментариев