Навигация
Проектирование металлорежущих инструментов
33164
знака
3
таблицы
1
изображение
Московский Государственный Технический Университет
им. Н.Э.Баумана
Калужский филиал
Кафедра М4-КФ
Курсовой проект
по курсу:
«Основы проектирования режущего инструмента»
Оглавление
Введение
Задание №1
1.1 Подготовка чертежа детали к расчету фасонного резца
1.2 Выбор типа фасонного резца
1.3 Определение углов режущей части
1.4 Определение габаритных и присоединительных размеров резца
1.5 Коррекционный расчет профиля круглого фасонного резца
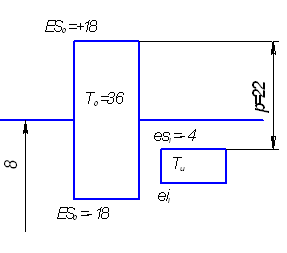
1.6. Расчет допусков на высотные размеры профиля, углы заточки и установки резца
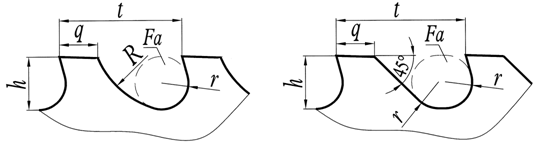
1.7 Проектирование шаблона для контроля профиля резца при его изготовлении
1.8 Проектирование державки фасонного резца
Задание №2
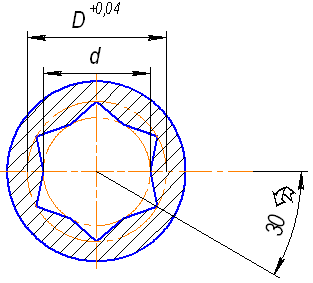
2.1 Выбор типа шпоночной протяжки
2.2 Расчет плоской шпоночной протяжки
2.3 Проектирование патрона
Задание №3
3.1 Расчет основных конструктивных элементов червячной фрезы
Задание №4
4.1 Расчёт и выбор конструктивных элементов машинно-ручного метчика
Список используемой литературы
Введение
В данном курсовом проекте я спроектировала три металлорежущих инструмента: призматический фасонный резец, шпоночную протяжку и червячную модульную фрезу и необходимую для них оснастку. Данные инструменты нашли широкое применение в производстве.
Фасонные резцы применяются для обработки поверхностей сложного профиля на станках токарной группы и реже на строгальных (долбежных) станках в условиях серийного и массового производства. Как правило, они являются специальными инструментами, предназначенными для обработки одной детали. Преимущества фасонных резцов - строгая идентичность обработанных деталей, большой срок службы, высокая общая и размерная стойкость, совмещение предварительной и окончательной обработки, простота установки и наладки на станке - делают их незаменимыми в автоматизированном производстве, особенно на токарных автоматах.
Наружные протяжки применяют вместо шлифования, фрезерования. строгания для обработки поверхностью площадью 100-200см2. Вместе с тем наружное протягивание выгодно применять при обработке в массовом производстве заготовок с большой площадью поверхности (блоков и головок цилиндров, автомобильных и тракторных двигателей). Чаще всего протягивают плоские и фасонные поверхности: пазы рифления, хвосты турбинных лопаток и др. Протяжками обрабатывают металлы и пластические массы, допускающие обработку резанием. С помощью протяжек также можно обрабатывать зубчатые колеса методом обкатывания.
Червячные модульные фрезы – наиболее распространённый инструмент для нарезания цилиндрических колёс с наружными зубьями, которым можно нарезать зубья прямозубых и косозубых колёс, причём это возможно делать одной и той же фрезой. Для работы фрезы необходим её свободный выход при окончании обработки. Специальные конструкции фрез могут обрабатывать внутренние зубья на колёсах большого диаметра на станках со специальной фрезерной головкой, располагаемой внутри колеса. Наибольшее применение для колёс малых и средних модулей (до 100 мм) получили цельные затылованные фрезы из быстрорежущих сталей.
Задание №1
Сконструировать фасонный резец для обработки выделенной части контура детали.
Материал: ВЧ 50-2, HB240
Неуказанные предельные отклонения размеров: диаметров Н14, h14; остальных ±IT14/2.
Проектирование фасонного резца
1.1 Подготовка чертежа детали к расчету фасонного резца
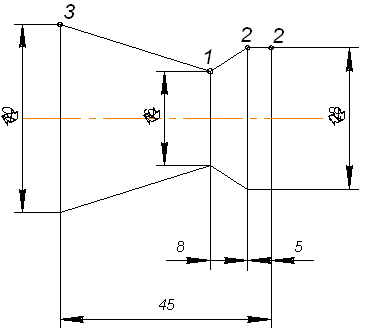
По данным размерам детали вычерчиваем ее профиль в увеличенном масштабе 4:1, который используется в дальнейшем для графического определения размеров резца. Вычерчивание профиля детали необходимо для решения двух вопросов:
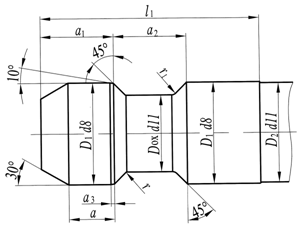
1) Задание промежуточных точек профиля, что необходимо при наличии на профиле криволинейных участков, а также для повышения точности обработки конических, а в ряде случаев и цилиндрических участков. Наибольшую трудность представляет определение радиусов промежуточных точек дуговых участков. При этом обычно задаются осевыми размерами профиля: l1=0; l2=3,58; l3=3,62; l4=7,84; l5=8,39; l6=11,74;; L=45. По заданным теоретическим размерам: D1=51,805; D2=79,64; R=40 и длинам l1-l6 и L находят радиусы точек:
R1=29,3;
R2=34,72;
R3=35,78;
R4=39,38;
Наименьший радиус в т.1 R1=29,3.
1.2 Выбор типа фасонного резца
Используем фасонный резец призматического типа, т.к. он имеет большой срок службы, поэтому экономически выгоден. Они имеют большую жесткость корпуса, жестче крепятся в державке, поэтому применяются при обработке деталей с большими размерами фасонного профиля, особенно при его значительной длине. Кроме того, они имеют меньшие органические погрешности, поэтому применяются при повышенных требованиях к точности профиля детали. Чаще применяются резцы радиального типа, т.к. большинство станков имеют суппорты с установкой резца по высоте оси детали. Резцы тангенциального типа можно применять при малой глубине фасонного профиля детали, однако, надо учитывать возможности размещения и закрепления такого резца на суппорте станка. Ценным свойством тангенциального резца является возможность обработки деталей разного диаметра с одинаковыми фасонными профилями и постепенное врезание и выход резца, что ведет к уменьшению усилий резанья и позволяет обрабатывать не жесткие детали.
Похожие работы
... 55 мм; (6) Определим размеры внутреннего отверстия: l1 = 0,25 LР = 0,25* 55= 13.75мм; (7) l = LР - l1 = 55-13.75 = 41.25 мм; (8) l3 = 0,25 l = 0,25 *41.25= 10.31 мм. (9) Рисунок 2.3 – Резец фасонный круглый Рисунок 1.4-Шаблон и контршаблон 2. Проектирование и расчёт фасонной протяжки Исходные данные: рисунок 14, вариант 3. Размеры обрабатываемого отверстия: d =30 мм, D ...





... для крепления сверла на агрегатном станке. ПРИЛОЖЕНИЕ Д – Спецификация на патрон. ВВЕДЕНИЕ Целью данного курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки зубчатых колес. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая ...
... инструмента в плавающем патроне, так как у отверстия есть погрешность изготовления, а инструмент надо установить по центру. С помощью конического хвостовика, который закрепляет инструмент жестко, это осуществить невозможно. 3 РАСЧЕТ ДОЛБЯКА 3.1 Исходные данные для проектирования долбяка - модуль колес mк=3.75 мм; - профильный угол aк=; - числа зубьев шестерни Z1=25 и колеса Z2=40; ...





... 6. Расчет длины протяжки Выводы Список использованной литературы Введение Целью курсового проекта является расчет и проектирование металлорежущих инструментов: протяжка шлицевая, сверло комбинированное и фреза червячная для обработки шлицевого вала. Протягивание является одним из наиболее высокопроизводительных процессов обработки деталей резанием. Высокая производительность процесса ...
0 комментариев