Навигация
Проектування конструкції пристрою
22259
знаков
6
таблиц
5
изображений
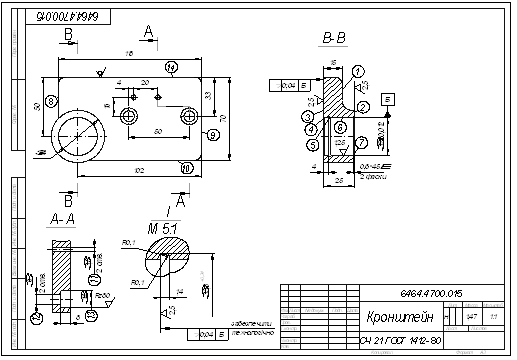
3. Проектування конструкції пристрою
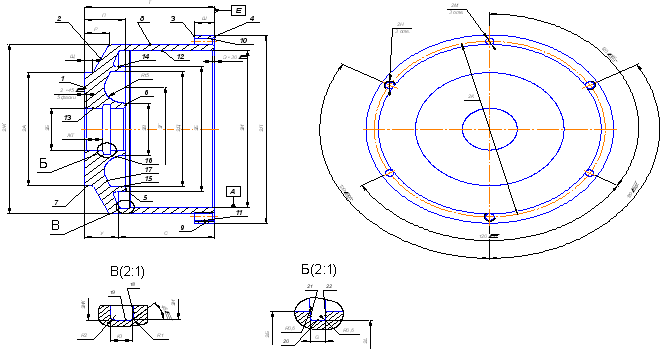
3.1.Опис пристосування та принцип його дії
Дане пристосування використовується в машинобудуванні в серійному виробництві при обробці деталей "Фланець". Дане пристосування є одномісним механізованим, збільшує силу затиску деталі та забезпечує її надійність. Пристосування підвищує продуктивність праці, так як зменшується норма часу на операцію у вигляді допоміжного часу на встановлення деталі, підвищує безпеку свердлувальника на робочому місці та, найголовніше, підвищує точність механічної обробки.
Верстатне пристосування для свердління отворів працює наступним чином:
Деталь базується на установочний фланець 4 діаметром Ø61f7 з отвором Ø36, який закріплений до корпусу пристосування гвинтами М12, а також лискою на циліндричний палець Ø16. Після цього на торець деталі встановлюємо спеціальну швидкозмінну шайбу 7 , під головку гвинта 1, подаємо повітря в штокову порожнину пневмоциліндра. Шток буде втягувати вгвинчений у нього гвинт, який в свою чергу буде притискати, своєю головкою, деталь через швидкозмінну шайбу, таким чином буле здійснюватись затиск заготовки. Після закінчення обробки подаємо повітря в без штокову порожнину за допомогою чого здійснюється розтискання заготовки, знімаємо швидкозмінну шайбу і міняємо заготовку, після чого повторюємо з початку.
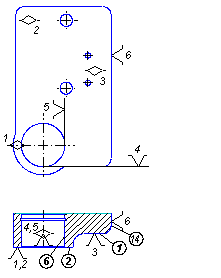
3.2 Розрахунок похибки базування
Деталь "Фланець" встановлена базовим отвором на установочний фланець пристосування. За такої схеми встановлення між отвором деталі і установочновочним фланецем утворюється зазор, внаслідок чого вимірювальна база може переміщуватись вверх і вниз на величину ![]() .
.
Отже, похибка базування :
![]() ,
,
де ![]() – допуск на діаметр отвору;
– допуск на діаметр отвору;
![]() – допуск на діаметр оправки;
– допуск на діаметр оправки;
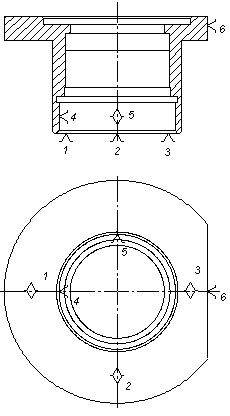
Рис.1. Схема базування деталі
![]() – мінімальний гарантований діаметральний зазор посадки
– мінімальний гарантований діаметральний зазор посадки
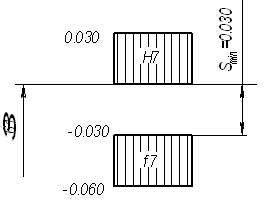
Рис. 2.Схема полів допусків на розмір Ø .
.
Тоді
![]() .
.
Знайдемо максимальний кут повороту деталі, враховуючи допуск на лиску ![]() і на палець Ø
і на палець Ø![]() .
.

Рис. 3.
З рис. 3.:
![]() .
.
Отже, можемо зробити висновок, що дані похибки не перевищують допустимі, а тому дана схема базування прийнятна.
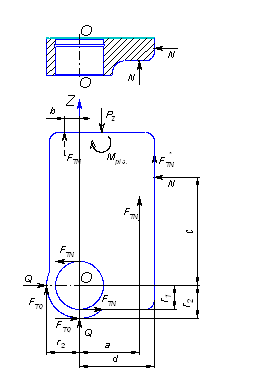
3.3 Розрахунок необхідної сили затискання
Розрахунок проведемо за найбільшим крутним моментом.
![]()
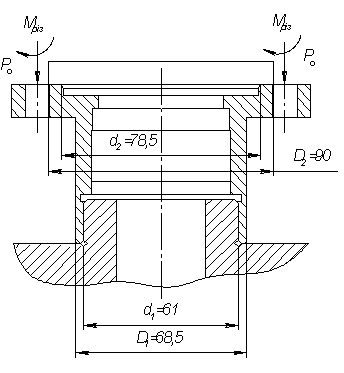
Рис. 4. Схема дії сил
Значення коефіцієнта Кз слід вибирати диференційовано в залежності від конкретних умов виконання операції і способу закріплення деталі.
В усіх випадках:
![]() .
.
Коефіцієнт К0, що представляє собою гарантований коефіцієнт запасу закріплення, для всіх випадків слід брати рівним 1,5.
Коефіцієнт К1 враховує збільшення сили різання через випадкові нерівності на заготовках (К1 = 1).
Коефіцієнт К2 враховує збільшення сил різання внаслідок затуплення інструмента (К2 = 1,15).
Коефіцієнт К3 враховує ударне навантаження на інструмент (К3 = 1,2).
Коефіцієнт К4 враховує стабільність силового приводу (К4 = 1).
Коефіцієнт К5 характеризує зручність роз положення рукояток (К5 = 1).
Коефіцієнт К6 враховує визначеність розміщення опорних точок при зміщенні заготовки моментом сил (К6 = 1).
Отже,
![]() .
.
Приймаємо К = 2,5.
![]() ,
,
де Q — необхідна сила затиску;
f1, f2 — коефіцієнт тертя між опорою і деталлю, між швидкозмінною шайбою і деталлю відповідно (f1=f2=0,16);
D1, d1 — діаметр отвору деталі і жорсткої оправки відповідно (D1= 68,5мм, d1= 61мм);
D2, d2 — діаметр швидкозмінної шайби і деталі відповідно (D2= 90мм, d2 = =78,5мм);
Ро — осьова сила (Ро=5567 Н).
 ;
;
![]()
![]()
![]() .
.
Діаметр циліндра двосторонньої дії визначаємо за формулою:
 ,
,
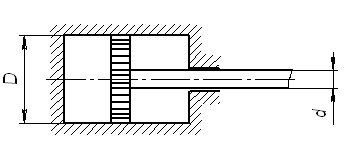
Рис. 5. Схема пневмоциліндра
де ![]() – ККД циліндра;
– ККД циліндра;
р = 0,4 МПа – розрахунковий тиск повітря;
dшт – діаметр штока.
Приймаємо попередньо ![]() , тоді маємо:
, тоді маємо:
![]() .
.
Приймаємо за ГОСТ 21821-76 ![]() , тоді
, тоді ![]() .
.
Приймаємо довжину хода штоку l =10 мм.
Перераховуємо дійсну силу затиску:
![]() .
.
3.4 Розрахунок на міцність різі
Основним видом руйнування кріпильних різей є зріз витків. У відповідності до цього основним критерієм працездатності і розрахунку є міцність, що пов’язана з напруженнями зрізу ![]() .
.
З умови міцності на розтяг при коефіцієнті міцності ![]() потрібний внутрішній діаметр різі визначаємо з виразу:
потрібний внутрішній діаметр різі визначаємо з виразу:
![]() ,
,
де ![]() – допустиме напруження розтягу ,для сталі 45 при коефіцієнті запасу міцності
– допустиме напруження розтягу ,для сталі 45 при коефіцієнті запасу міцності ![]() (
(![]() ):
):
![]() .
.
Отже,
![]() .
.
За ГОСТ 9150 – 59 приймаємо ![]() з крупним кроком
з крупним кроком ![]() .
.
Умова міцності різі за напруженнями зрізу (для гвинта) ![]() :
:
![]() ,
,
де Н — глибина загвинчування гвинта в деталь;
К — коефіцієнт повноти різі;
Кт — коефіцієнт нерівномірності навантаження на витки.
![]() .
.
Отже, дана різь витримає напруження на зріз.
Література
1. Марочник сталей и сплавов. Справочник. Под ред. Сорокина В. Г., М.: Машиностроение, 1989.
2. Справочник технолога – машиностроителя. В 2 – х т.Т.1 / Под ред. А. Г. Косиловой и Р. К. Мещерякова. 4-е изд., перераб. и доп. — М.: Машиностроение, 1985.
3. Справочник технолога – машиностроителя. В 2 – х т.Т.2 / Под ред. А. Г. Косиловой и Р. К. Мещерякова. 4-е изд., перераб. и доп. — М.: Машиностроение, 1985.
4. Кирилович В. А., Мельничук П. П., Яновський В. А. Нормування часу та режимів різання для токарних верстатів з ЧПК: Навч. посібник / Під заг. ред. В. А. Кириловича. — Житомир: ЖІТІ, 2001.
5. Иванов М. Н. Детали машин. 3-е изд. М., Высшая школа, 1976.
6. Обработка металлов резанием: Справочник технолога / А. А. Панов, В. В. Аникин, Н. Г. Бойм И др.; Под общ. ред. А. А. Панова. — М.: Машиностроение,1988.
7. Горошкин А. К. Приспособление для металлорежущих станков: Справочник. — 7-е изд., перераб. и доп. — М.: Машиностроение, 1979.
8. Станочные приспособления: Справочник. В 2-х т. / Ред. Совет: Б. Н. Вардашкин и др. — М.: Машиностроение,1984.
9. Корсаков В. С. Основы конструирования приспособлений: Учебник для вузов. — 2-е изд., перераб. и доп. — М.: Машиностроение, 1983.
Похожие работы
... штоків із вушками 8викликає провертання коромисел 6 на вісях 9 у протилежний бік, і заготовки розкріплюються. 2. 2.1 Розроблення пристрою для контролю перпендикулярності поверхні 3 відносно отвору 6 (база Б) (згідно креслення деталі - “Кронштейн 6464.4700.015”) 2.1.1 Аналіз конструкцій контрольного пристрою та вибір раціоанльної У практиці роботи машинобудівних підприємств виникає ...
... і випадків зміна кінематичної схеми викликало ускладнення як самої схеми, так і конструкції машини. Отримуваний невеликий техніко-економічний ефект не оправдовував ускладнення конструкції і подорожання ремонту. Не оправдавши себе конструкції дробарок, не дивлячись на значне поширення (наприклад, дробарки типу «Додж» і дробарки з кулачковим механізмом), постійно витіснялись більш раціональними ...




5. Вибрати встаткування, пристосування, різальний інструмент, засоби контролю; 6. Зробити нормування технологічного процесу виготовлення корпуса гідроциліндра; 7. Розрахувати й спроектувати верстатне пристосування для токарської операції й пристосування контролю биття отвору; 8. Розрахувати й спроектувати різальний інструмент для токарської операції; 9. Провести лінійну оптимізацію режимів ...
0 комментариев