Навигация
9. Смазка редуктора
Применим картерную систему смазывания.
Для смазки передачи принимаем масло И-Г-А-68 ГОСТ 20799-68.
В соответствии с рекомендациями стр. 173 [3] глубина погружения в масло колёс цилиндрического редуктора: 2m≤ h≤ 0.25· d2т, но не менее 10 мм.
Смазка подшипников осуществляется закладыванием пластичной смазки в подшипниковые узлы. Смазочный материал ЦИАТИМ 202 ГОСТ 11110-74.
Для слива масла из редуктора предусматриваем сливное отверстие, закрываемое пробкой с конической резьбой по ГОСТ 12718-67.
Для контроля за уровнем масла предусмотрим маслоуказатель П-30 по МН 176-63.
При длительной работе редуктора в связи с нагревом масла и воздуха повышается давление внутри корпуса, что приводит к просачиванию масла через уплотнения и стыки, чтобы избежать этого, внутреннюю полость корпуса сообщаем с внешней средой при помощи установки отдушины в верхней его точке, отдушину используем также в качестве пробки, закрывающей отверстие для заливки масла.
Для предохранения от вытекания смазочного материала из подшипниковых узлов, а также для защиты их от попадания из вне пыли и влаги принимаем для обоих валов манжетные уплотнения по ГОСТ 8752-79. Для предотвращения попадания смазки из картера в подшипниковые узлы и попадания пластичной смазки подшипников в картер предусматриваем маслоотражательные кольца.
10. Конструирование крышек подшипников
Крышки изготовим из чугуна марки СЧ15 ГОСТ 1412-79.
Определяющим в конструировании крышки является диаметр отверстия в корпусе под подшипник. Толщину стенки б, диаметр d и число z винтов крепления крышки к корпусу в зависимости от этого параметра.
Определение размеров крышки подшипника быстроходного вала.
Наружный диаметр подшипника быстроходного вала D = 100 мм, принимаем δ=7 мм, d =10 мм, z = 6.
Толщина флаца крышки:
δ1 =1,2 = 1,2 δ = 1,2 · 7 = 8,4 мм
принимаем δ 1 = 9 мм.
Толщина центрирующего пояска крышки:
δ2 = δ= 7 мм
Диаметр фланца крышки:
Dф = D + 4d = 100 + 4 · 10 = 140 мм
Расстояние от поверхности отверстия под подшипник до оси крепёжного винта:
C = d = 10 мм
Определение размеров крышки подшипника промежуточного вала.
Наружный диаметр подшипника D = 110 мм, принимаем δ=7 мм, d = 10 мм, z = 6.
Толщина фланца крышки:
δ1 =1,2 = 1,2 δ = 1,2 · 7 = 8,4 мм
принимаем δ 1 = 9 мм.
Толщина центрирующего пояска крышки:
δ2 = δ= 7 мм
Диаметр фланца крышки:
Dф = D + 4d = 110 + 4 · 10 = 150 мм
Расстояние от поверхности отверстия под подшипник до оси крепёжного винта:
C = d = 10 мм
Определение размеров крышки подшипника тихоходного вала.
Наружный диаметр подшипника D = 160 мм, принимаем δ =8 мм, d =12 мм, z = 6. Толщина фланца крышки:
δ1 = 1,2δ = 1,2 · 8 = 9,6 мм
принимаем δ1 =10 мм.
Толщина центрирующего пояска крышки:
δ2 = δ = 8 мм
Диаметр фланца крышки:
Dф = D + 4d = 160 + 4 · 12 = 208 мм
Расстояние от поверхности отверстия под подшипник до оси крепёжного винта:
C = d = 12 мм.
11. Конструирование корпуса редуктора
Редуктор вместо указанного в задании вертикального исполнения будет иметь обычное горизонтальное исполнение, из-за конструктивных особенностей данного редуктора.
Поскольку предполагается крупносерийное, а не единичное производство привода, то корпус редуктора целесообразнее выполнить литым. Таким образом оправдываются расходы на оснастку для литья, за счёт высокой производительности.
Корпус состоит из двух частей картера и крышки, соединённых болтами по ГОСТ 7808-70. Для того чтобы точно зафиксировать крышку относительно корпуса при обработке отверстий и сборке применяем штифты по ГОСТ 3129-70. Подшипниковые узлы закрываются точёными привертными крышками. Картер и крышку привода отливают из чугуна СЧ15 ГОСТ 1412-79. После отчистки отливок производят механическую обработку плоскостей и отверстий.
Для определения размеров корпуса используем данные главы 17.
Толщина стенки картера и крышки:
![]()
принимаем δ = 10 мм.
где ТТ – вращающий момент на тихоходном валу редуктора.
Толщина фланца корпуса и крышки:
b = 1,5δ = 1,5 · 10 = 15 мм
Ширина фланца корпуса и крышки:
l = 2,2δ = 2,2 · 10 = 22 мм
принимаем l =30 мм.
Диаметр болтов соединяющих крышку и корпус:
![]()
принимаем d = 18 мм.
Диаметр болтов крепления редуктора к раме:
dф = 1,25 d= 1,5 · 18 = 24 мм
принимаем dф =24 мм.
Диаметр штифтов фиксирующих крышку относительно корпуса:
dшт = 0,8d = 0,8 · 18 = 14,4 мм
принимаем dшт =16 мм.
Места крепления корпуса к раме принимаем в виде лап расположенных по углам корпуса.
Обрабатываемые поверхности крышки и картера выполняем в виде платиков. Прочие размеры корпуса и его конструктивные формы определяются прорисовкой.
Для транспортировки корпуса и удобства снятия крышки предусматриваем проушины.
Для осмотра зацепления и залива масла предусматриваем люк в крышке закреплённый на ней винтами М6х12 ГОСТ 7473-72
12. Конструирование рамы
Для обеспечения точного и постоянного взаиморасположения элементов привода применяем сварную раму.
Рама сваривается из стандартных швеллеров и листов. Размеры рамы определяются прорисовкой привода. При сварке располагаем швеллеры полками наружу, поскольку так удобнее крепить на неё элементы привода.
Элементы привода крепятся к раме при помощи болтового соединения. Для более надёжного соединения в местах установки болтов на внутренние поверхности полок швеллеров накладываем шайбы. Такие же шайбы устанавливаем в местах установки фундаментных болтов, предназначенных для крепления рамы к полу.
К полу рама крепится при помощи фундаментных болтов с коническими концами. Болты устанавливаются в отверстия в полу и заливаются цементом.
13. Сборка редуктора и монтаж привода
13.1 Сборка редуктора
Перед сборкой внутреннюю полость корпуса редуктора тщательно очищают и покрывают маслостойкой краской.
Сборку производят в соответствии со сборочным чертежом редуктора, начиная с узлов валов:
На ведущий вал насаживают маслоотбойные кольца и подшипники, предварительно нагретые в масле до температуры 80 - 100 °С.
В промежуточный вал закладывают шпонку и напрессовывают зубчатое колесо; затем надевают дистанционную втулку и устанавливают маслоотбойные кольца и подшипники, предварительно нагретые в масле.
В ведомый вал собирается аналогично промежуточному.
Собранные валы укладывают в основание корпуса редуктора и надевают крышку корпуса, покрывая предварительно поверхности стыка крышки и корпуса спиртовым лаком. Для центровки устанавливают крышку на корпус при помощи двух конических штифтов; затягивают болты, крепящие крышку к корпусу.
Закладывают пластичную смазку в подшипниковые узлы.
После этого ставят крышки подшипников с комплектом металлических прокладок для регулировки.
Перед постановкой сквозных крышек в проточки закладывают манжеты. Проверяют проворачиванием валов отсутствие заклинивания (валы должны проворачиваться от руки) и закрепляют крышки винтами.
Затем ввёртывают пробку маслоспускного отверстия и пробки, указывающие уровень масла.
Заливают в корпус масло и закрывают смотровое отверстие крышкой с прокладкой из технического картона; закрепляют крышку болтами.
Собранный редуктор обкатывают и подвергают испытаниям на стенде по программе, установленной техническими требованиями.
13.2 Монтаж привода
После монтажа рамы и установки барабана к раме крепят редуктор, контролируя при установке быстроходного вала и вала двигателя, тихоходного вала редуктора и вала барабана.
Далее валы соединяют муфтами.
Проводят обкатку редуктора и двигателя в течение 30 минут.
Заключение
В данном проекте в результате работы был разработан привод ленточного транспортёра. Транспортёр предназначен для перемещения отходов производства (древесная щепа), полностью отвечающий требованиям, отраженным в техническом задании.
Список литературы
1. Анурьев В.И. «Справочник конструктора машиностроителя» М.: Машиностроение 1978.
2. Дунаев П.Ф., Леликов О.П. «Конструирование узлов и деталей машин» М.: Высшая школа 2001.
3. Чернавский С.А. «Курсовое проектирование деталей машин» М.: Машиностроение 1979.
4. Васильев В.З. «Справочные таблицы по деталям машин» М.: Машиностроение 1966.
Похожие работы
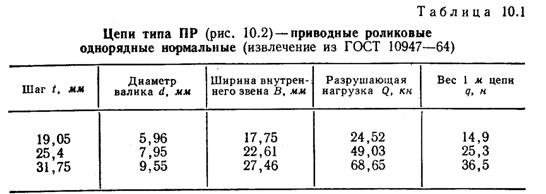
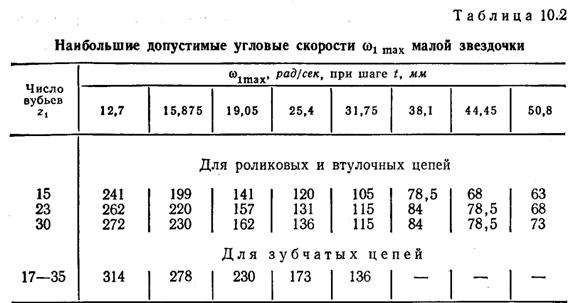
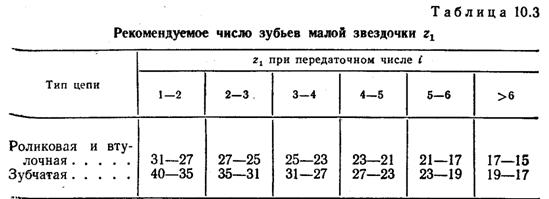
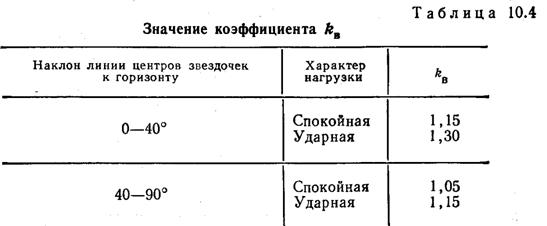
... зубчатой с шарниром скольжения (16) где ν - число рядов роликовой или втулочной цепи; φt=B/t - коэффициент ширины цепи; для зубчатых цепей φt=2…8. 7. РАСЧЕТ ЦЕПНОЙ ПЕРЕДАЧИ МЕХАНИЧЕСКОГО ПРИВОДА ЛЕНТОЧНОГО ТРАНСПОРТЕРА 1. Учитывая небольшую передаваемую мощность N1 при средней угловой скорости малой звездочки, принимаем для передачи однорядную роликовую цепь. 2. ...
военной быстроходной ступенью. РАСЧЕТ КЛИНОРЕМЕННОЙ ПЕРЕДАЧИ Проектный расчет. 1. Выбор сечения ремня.Выбираем клиновый ремень узкого сечения УО d1 = 63…100 мм (по номограмме 5.3.). 2. Диаметр ведущего шкива. Минимально допустимый диаметр ведущего шкива: d1min = 63 мм. Расчетный диаметр ведущего шкива: d1 = 71 мм. 3. Диаметр ведомого шкива. d2 = d1*u*(1-ε) = 71*2*(1- 0,015) = 140 ...
... в керосин 2,5% олеиновой кислоты и 7% канифоли резко повышает производительность обработки. 3. Раздел. Техническая часть. 3.1 Назначение, устройство и техническая характеристика ленточной сушилки. 3.1.1. НАЗНАЧЕНИЕ ЛЕНТОЧНОЙ СУШИЛКИ Сушилка ленточная предназначена для сушки пастообразных формующихся материалов с начальной влажностью не более 75% Материалы, которые в процессе сушки ...
р барабана ленточного конвейера. Находим общее передаточное число Разбивка передаточного числа Исходя из стандартных параметров передаточных отношений для цилиндрической закрытой передачи принимаем: 1.3. Определение кинематических и силовых параметров на валах привода Вычисления параметров привода сведем в таблицу 1. Таблица 1. Параметр Вал Последовательное ...
0 комментариев