Навигация
Расчет производственной мощности сборочно-сварочного участка изготовления секции двойного борта
27626
знаков
10
таблиц
2
изображения
2.1 Расчет производственной мощности сборочно-сварочного участка изготовления секции двойного борта
Под производственной мощностью предприятия следует понимать максимально возможный выпуск продукции при полном использовании оборудования и производственных площадей в течение года. В процессе эксплуатации часть производственных мощностей выбывает из производства и заменяется новыми, более эффективными видами, поэтому среднегодовая мощность предприятия, цеха, рассчитывается по формуле
Мср.-год. = Мн.г. = Мввод.·
Чввод. и Чвыв. – число месяцев в году в течение которых мощности участвуют в процессе производства.
Применительно к судостроительному предприятию мощность определяется количеством судов изготавливаемых в течение года и рассчитывается отдельно для верфи и машиностроительной части. КСП характеризуется количеством изготовленных секций, если идет значительная серия одинаковых судов, либо количеством перерабатываемого металла в тоннах, если секции разнообразны.
Мощность любого предприятия характеризуется не только максимальным выпуском продукции, но главным образом максимальным использованием оборудования, а еще проще коэффициентом загрузки оборудования.
Сводная таблица трудоёмкости обработки деталей.
| Наименование операции | Разряд | Трудоёмкость, нормо-часов |
| правка | 2 | 50,0 |
| Разметка и маркировка (ручная) | 2-3 | 42,1 |
| Тепловая резка и маркировка на ЧПУ | 3-4 | 37,9 |
| Резка на гильотине | 3 | 6,6 |
| Очистка и грунтовка | 2 | 23,5 |
| Гибка | 3-4 | 11,9 |
| Сборка секции | 3-4 | 326,7 |
| Сварка секции | 3-5 | 199,7 |
| Автоматическая сварка | 3 | 54,4 |
| Полуавтоматическая сварка | 2 | 130,3 |
| Ручная сварка | 5 | 15 |
Расчет количества оборудования сборочно-сварочного участка при односменной работе
Расчет количества оборудования ведется по формуле ![]()
Тнi – нормируемая трудоемкость в н∙час на изготовление единицы изделия на данном виде оборудования.
N – производственная программа, т.е. количество изделий в натуральном выражении (штуки, комплекты, метры)
Fg – действительный фонд времени работы оборудования, который равен Fg = Dp(1-в)h,
Но практически в зависимости от сменности работы оборудования Fg составляет: при односменной работе Fg = 2028 ч/год, при двусменной работе Fg = 3973 ч/год, при трехсменной работе Fg = 5834 ч/год
Кн – коэффициент выполнения норм выработки Кн = 1,01 – 1,2
По заданию:
Действительный фонд времени Fg = 2028 ч/год
Производственная программа, секций в год N=65 шт.
Коэффициент выполнения норм выработки, принимаю Kн=1,2
| Наименование оборудования | Нормир. трудоёмкость, н.ч. | Кол-во оборудования, шт. | Коэф. загр. оборудования | ||
| На един. изделия | На программу | расчётное | принятое | ||
| 1.Листоправильная машина 034247(СССР) | 50,0 | 2000 | 0,89 | 1 | 0,89 |
| 2.Разметочный стенд | 42,1 | 1682 | 0,75 | 1 | 0,75 |
| 3.МТР “Гранат ППлКЦ – 3,2” | 37,9 | 1516 | 0,67 | 1 | 0,67 |
| 4.Гильотина Н482 | 6,6 | 264 | 0,11 | 1 | 0,11 |
| 5.Дробемётная установка 4 x 10м | 23,5 | 940 | 0,42 | 1 | 0,42 |
| 6.Гидравлический пресс П195 (СССР) | 11,9 | 476 | 0,21 | 1 | 0,21 |
| 7.Универсальный стенд | 326,7 | 13068 | 5,8 | 6 | 0,96 |
| 8.Сварочный автомат АДС-1000 | 54,4 | 2176 | 0,97 | 1 | 0,97 |
| 9.Сварочный полуавтомат А547У | 130,3 | 5212 | 2,3 | 3 | 0,76 |
| 10.Сварочный пост | 15 | 600 | 0,26 | 1 | 0,26 |
| Итого | 698,4 | 27936 | 12,47 | 17 | 0,73 |
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
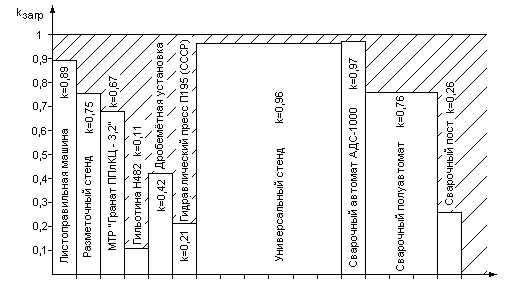
График загрузки оборудования при односменной работе.
Похожие работы
... , спецификой формы корпуса и главных размерений. Корпус формируется на кильблоках, то есть корпус не перемещается. Работы будут производиться в одном месте. В данном случае в качестве метода организации постройки судна принимаем поточно-бригадный метод. Вывод: метод формирования корпуса судна – блочный; метод организации постройки судна – поточно-бригадный. 2.Разработка принципиальной ...
0 комментариев