Навигация
Краткое описание станка в целом и подробное описание конструкции привода подач
28643
знака
3
таблицы
7
изображений
4. Краткое описание станка в целом и подробное описание конструкции привода подач
Вертикально-сверлильный станок предназначен для выполнения операций сверления, рассверливания, зенкерования, зенкования, развёртывания отверстий в различных деталях, а также для торцевания и нарезания резьб машинными метчиками в условиях индивидуального и серийного производства. На станке обрабатываются детали сравнительно небольших размеров и веса.
| Технические характеристики станка | |
| Наибольший диаметр сверления | 35 мм |
| Пределы частот вращения шпинделя в минуту | 63 –1000 |
| Пределы величин продольных подач | 0,18-1,4 |
| Мощность главного движения электродвигателя | 5 кВт |
Несущей системой станка является колонна. Колонна расположена на основании станины. В верхней части колонны расположен главный электродвигатель с коробкой скоростей. На колонне расположены направляющие, по которым перемещается шпиндельная бабка с коробкой подач и подъемным механизмом. На основании станины установлен стол, на который устанавливается обрабатываемая деталь и закрепляется в машинных тисках или в специальных приспособлениях. Режущий инструмент в зависимости от формы его хвостовика закрепляется в шпинделе станка при помощи патрона или переходных втулок. Наличие электрореверса, управляемого как автоматически, так и вручную, обеспечивает возможность нарезания резьбы при ручном подводе и отводе метчика.
Коробка подач вертикально-сверлильного станка изображена на чертеже 06.С.03.15.01.000.ВО. Она позволяет сообщить шпинделю 7 различных подач.
Движение подачи заимствуется от шпинделя V. Движение передается через шестерни 30-34 и 21-30 на вал VI, коробку подач с передвижными блоками, предохранительную муфту, вал Х, червячную передачу 1-47, вал ХI и реечную передачу гильзе шпинделя.
От вала VI две скорости вращения сообщаются валу VII, на котором жестко закреплены шестерни 45, 50, 39 и 26. От вала VII четыре скорости вращения передаются валу VIII, на котором расположен переключаемый двойной блок и жестко закреплены шестерни 40 и 21. От вала VIII восемь скоростей вращения передается валу IX.
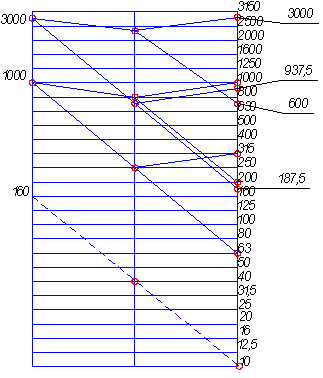
Теоретически коробка подач обеспечивает 8 скоростей вращения, однако, как видно из рисунка 1, одна из них повторяющаяся, поэтому станок имеет только 7 различных величин подач.
От вала IX через кулачковую муфту движение сообщается валу X, на котором закреплен червяк. Червячное колесо 47 расположено на одном валу с реечной шестерней 14, находящейся в зацеплении с рейкой, нарезанной на гильзе шпинделя. Муфта служит для предохранения механизма подач от поломок при перегрузках, а также для автоматического выключения подачи при работе по упорам.
Валы VI – IX снабжены шлицами. Закрепление неподвижных зубчатых колес на валах VII , VIII в осевом направлении осуществляется с помощью пружинных упорных колец и втулок. В опорах валов применены шариковые радиальные однорядные подшипники. Колесо 30 на валу VI установлено консольно и закреплено на нем с помощью шпонки. Каждый из валов коробки подач имеет одну фиксированную и одну плавающую опору. Подшипник фиксированной опоры выполнен со стопорной канавкой под упорное кольцо, препятствующее осевым перемещениям и удерживаются круглой гайкой с отверстиями на торце под ключ, которая стопорится стопорной многолапчатой шайбой. Подшипник плавающей опоры не закреплен наружным кольцом в осевом направлении и допускает перемещение вала при тепловом расширении.
Для переключения передач используется однорукояточный механизм, изменение величины подачи происходит при помощи передвижения рукоятки в двух направлениях. Вращением рукоятки, которая закреплена на валу, свободно перемещающегося внутри полого вала, движение передается через зубчатое колесо 48 на зубчатый диск 48. Диск имеет два торцовых криволинейных паза, которые расположены по разные стороны диска. В криволинейные пазы диска входят ролики, установленные на качающихся рычагах. Эти рычаги при вращении диска поворачиваются на определенный угол относительно своих осей в зависимости от кривизны пазов. Сухари, смонтированные на концах рычагов, входят в пазы вилок. Вилки сидят на направляющих скалках и входят в кольцевые выточки блоков шестерен и перемещают их в требуемое положение для данной величины подачи. При продольном перемещении рукоятки, рейка на конце вала зацепляется с колесом, затем через зубчатое колесо и рейку движение передается на вилку, которая перемещает двойной блок.
Втулка имеет по периферии 8 V-образных канавок, в которые входит фиксатор, подпираемый пружиной. Натяжение пружины регулируется резьбовой пробкой. На валу рукоятки также имеется одна V-образная канавка, регулирующая величину хода в продольном направлении. На передней части втулки нанесены цифры величин подач. Стрелка на втулке указывает величину подачи.
Передаточные отношения при вращении вала рукоятки, 1:1, следовательно, одному обороту рукоятки соответствует один полный оборот диска.
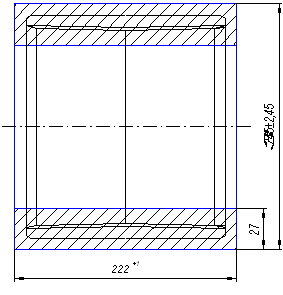
Передний конец шпинделя выполнен по ГОСТ 2848-75 – конец шпинделя сверлильных станков. В передней опоре шпинделя установлены три подшипника: два подшипника серии 110 ГОСТ 8338-75 шариковые радиально однорядные и шариковый упорный одинарный подшипник серии 8210 ГОСТ 6874-75. Передняя опора, как и задняя, выполнена фиксированной.
Задняя опора шпинделя состоит из подшипника серии 110 ГОСТ 8338-75 шарикового радиально однорядного и шарикового упорного одинарного подшипника серии 8210 ГОСТ 6874-75. Регулировка задней опоры осуществляется с помощью круглой гайки с отверстиями на торце под ключ. Через втулку гайка воздействует на кольцо шарикового упорного одинарного подшипника. Кольцо смещается по шейке, деформируясь в осевом направлении, и выбирает зазор между дорожкой и телами качения. Величина максимального натяга устанавливается упорной втулкой.
Поскольку точность подшипников в передней опоре меньше требуемой, шпиндель необходимо собирать так, чтобы векторы биения в опорах были направлены в одну и ту же сторону.
Список литературы
1. Расчет технической характеристики металлорежущих станков. Методические указания к курсовому и дипломному проектированию. Составитель Гомельский М. В. 1992.
2. Проверочный расчет на прочность зубчатых передач на ПЭВМ. Методические указания к курсовому и дипломному проектированию. Составитель Гомельский М. В. 2000.
3. Расчет двухопорных валов на ПЭВМ с учетом деформации опор. Методические указания к курсовому и дипломному проектированию. Составитель Гомельский М. В. 2000.
4. Кучер А. М., Металлорежущие станки. Изд. 2-е. “Высшая школа”, – М.: Машиностроение, Ленинград 1972.
5.Перель Л. Я., Филатов А. А. Подшипники качения: Расчет, проектирование и обслуживание опор: Справочник. –2-е изд., перераб. и доп. – М.: Машиностроение, 1992. – 608 с.: ил.
6.Расчет и конструирование станков. Курсовое и дипломное проектирование: Учеб. Пособие / Н.С. Ачеркан, В.Э. Пуш. – Машгиз, 1952.
7.Альбом иллюстраций к лекционному курсу по дисциплине “РиКС”. / Под ред. М.В. Гомельского, 2003, стр. 16.
8.ГОСТ 2848 – 75. Станки металлорежущие. Концы шпинделей сверлильных и фрезерных станков. Основные и присоединительные размеры.
9.Анурьев В.И. Справочник конструктора-машиностроителя: В 3-х т. – 5-е изд., перераб. и доп. – М.: Машиностроение, 1980. – 557 с., ил.
Похожие работы
... 29,37 Задание к курсовому проекту можно сформулировать следующим образом: 1. Рассчитать основные параметры переменно-поточной линии, которую предполагается внедрить на участке крупносерийного производства поршневых колец. 2. Разработать и построить графики-регламенты работы поточной линии для последовательной обработки в течение месяца деталей трех наименований. 3. ...
... , путем сохранения и увеличения конкурентоспособности, более рационального использования производственных мощностей и возможностей персонала. (6, стр.202) 1.6 Направления совершенствования технической подготовки производства Цикл возникновения идеи до организации выпуска изделий потребителям не должен превышать трех лет для самых сложных образцов техники. Более длительные сроки приведут к ...
... и станции механизма уравновешивания, л/мин Г48–83 10…45 10…30 26 2.4 Техническое описание УЧПУ 2Р22 Назначение Устройство числового программного управления 2Р22 предназначено для управления металлообрабатывающими станками. По защищенности от воздействия окружающей среды, устройство предназначено для работы в механических цехах машиностроительных заводов в ...





... ряде прикладных программ. Сферы применения Лиспа многообразны: наука и промышленность, образование и медицина, от декодирования генома человека до системы проектирования авиалайнеров. 3. Технологическая реализация системы подготовки обработки детали станка с ЧПУ 3.1 Описание кодов программного модуля Любой проект в Delphi состоит из нескольких частей (набора файлов, каждый из которых ...
0 комментариев