Расчетная часть
Расчет месячных норм выработки на операциях техпроцесса
Расчет числа рабочих мест на операциях переменно-поточной
Операция №2 «Вырезка замка»
Расчет норм обслуживания и численности рабочих к
Операции №3 – №6 на участке станков-автоматов
Операция №2 «Вырезка замка»
Операции №3 – №6 на участке станков-автоматов
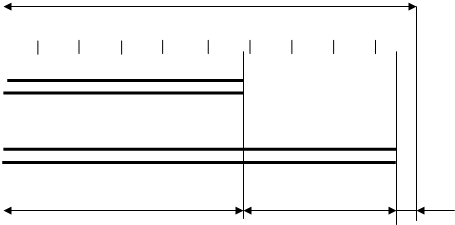
Расчет эпюр межоперационных заделов для детали №2
Навигация
Расчет основных параметров переменно-поточной линии для участка крупносерийного производства
Расчет основных параметров переменно-поточной линии для участка крупносерийного производства
31384
знака
14
таблиц
0
изображений
ТГГУ 080502
Курсовая работа
Расчет основных параметров переменно-поточной линии для участка крупносерийного производства
Ф.И.О. Козлов И.А.
Группа У – 42
Тамбов 2007
Министерство образования и науки Российской Федерации
Тамбовский государственный технический университет
Кафедра «Экономика и управление»
УТВЕРЖДАЮ
Зав. Кафедрой А.П. Романов
подпись, инициалы, фамилия
« » 2007 г.
КУРСОВАЯ РАБОТА
![]() По Организации производства
По Организации производства
![]()
![]() На тему Расчет основных параметров переменно-поточной линии для участка крупносерийного производства
На тему Расчет основных параметров переменно-поточной линии для участка крупносерийного производства
![]()
![]() Автор работы Козлов И.А. Группа У – 42
Автор работы Козлов И.А. Группа У – 42
подпись, инициалы, фамилия, дата
Специальность 080502 – «экономика и управление на предприятии»
![]() номер, наименование
номер, наименование
![]() Обозначение курсовой работы
Обозначение курсовой работы
![]() Руководитель работы Г.Г. Серебренников
Руководитель работы Г.Г. Серебренников
подпись, инициалы, фамилия, дата
![]()
![]() Работа защищена Оценка
Работа защищена Оценка
Члены комиссии:
![]() подпись, дата инициалы, фамилия
подпись, дата инициалы, фамилия
![]() подпись, дата инициалы, фамилия
подпись, дата инициалы, фамилия
![]() подпись, дата инициалы, фамилия
подпись, дата инициалы, фамилия
![]() Нормоконтролер
Нормоконтролер
подпись, дата инициалы, фамилия
Тамбов 2007
Министерство образования и науки Российской Федерации
Тамбовский государственный технический университет
Кафедра «Экономика и управление»
УТВЕРЖДАЮ
Зав. кафедрой
А.П. Романов
подпись, инициалы, фамилия
« » 2007 г.
ЗАДАНИЕ НА КУРСОВУЮ РАБОТУ
![]()
![]()
![]() Студент Козлов И.А. Код Группа У – 42
Студент Козлов И.А. Код Группа У – 42
фамилия, инициалы
1. ![]()
![]() Тема Расчет основных параметров переменно-поточной линии для участка крупносерийного производства
Тема Расчет основных параметров переменно-поточной линии для участка крупносерийного производства
2. ![]() Срок представления работы к защите
Срок представления работы к защите
3. Исходные данные для работы, выданные руководителем
методические пособия № 576 и № 526, вариант № 2![]()
4. Перечень разделов курсовой работы:
![]() Расчет штучной нормы времени на операциях техпроцесса.
Расчет штучной нормы времени на операциях техпроцесса.
![]() Расчет месячных норм выработки на операциях техпроцесса.
Расчет месячных норм выработки на операциях техпроцесса.
![]()
![]() Распределение общего фонда времени работы поточной линии по обрабатываемым деталям.
Распределение общего фонда времени работы поточной линии по обрабатываемым деталям.
Расчет частных тактов работы переменно-поточной линии.
![]() Расчет числа рабочих мест на операциях переменно-поточной линии.
Расчет числа рабочих мест на операциях переменно-поточной линии.
![]() Разработка графиков-регламентов работы переменно-поточной линии.
Разработка графиков-регламентов работы переменно-поточной линии.
![]() Расчет эпюр межоперационных заделов.
Расчет эпюр межоперационных заделов.
![]()
Руководитель работы Г.Г. Серебренников
![]() подпись, дата инициалы, фамилия
подпись, дата инициалы, фамилия
Задание принял к исполнению 5 сентября Козлов И.А.
![]() подпись, дата инициалы, фамилия
подпись, дата инициалы, фамилия
Содержание:
1. Исходные данные
2. Расчетная часть
2.1 Расчет штучной нормы времени на операциях техпроцесса
2.2 Расчет месячных норм выработки на операциях техпроцесса
2.3 Распределение общего фонда времени работы поточной линии по обрабатываемым деталям
2.4 Расчет частных тактов работы переменно-поточной линии
2.5 Расчет числа рабочих мест на операциях переменно-поточной линии
2.6 Разработка графиков-регламентов работы переменно-поточной линии
2.6.1 Расчет норм обслуживания и численности рабочих к графику-регламенту №1
2.6.1.1 Операция №1 «Обточка и расточка по копиру»
2.6.1.2 Операция №2 «Вырезка замка»
2.6.1.3 Операции №3 – №6 на участке станков-автоматов
2.6.2 Расчет норм обслуживания и численности рабочих к графику-регламенту №2
2.6.2.1 Операция №1 «Обточка и расточка по копиру»
2.6.2.2 Операция №2 «Вырезка замка»
2.6.2.3 Операции №3 – №6 на участке станков-автоматов
2.6.3 Расчет норм обслуживания и численности рабочих к графику-регламенту №3
2.6.3.1 Операция №1 «Обточка и расточка по копиру»
2.6.3.2 Операция №2 «Вырезка замка»
2.6.3.3 Операции №3 – №6 на участке станков-автоматов
2.7 Расчет эпюр межоперационных заделов
2.7.1 Расчет эпюр межоперационных заделов для детали №1
2.7.2 Расчет эпюр межоперационных заделов для детали №2
2.7.3 Расчет эпюр межоперационных заделов для детали №3
2.8 Сводные результаты расчета параметров переменно-поточной линии
Выводы и предложения
Список используемой литературы
1. Исходные данные
На участке крупносерийного производства будет осуществляться изготовление поршневых колец наименований – соответственно именуемые далее как детали №1 – 3. Изготавливаются поршневые кольца из чугунных заготовок.
На участке предполагается установить 2 группы оборудования. Первая группа – станки полуавтоматы, на которых осуществляется две операции – «обточка и расточка по копиру» и «вырезка замка». Все необходимые данные по этим двум операциям даны в таблице 1 и 2. Вторая группа – станки автоматы, на которых будут осуществляться все отдельные операции по изготовлению поршневых колец. Все необходимые данные по этим операциям содержатся в таблице 3.
В дальнейших расчетах принимается, что участок работает две рабочие смены в сутки, по 8 часов в каждой смене.
Таблица 1 СТАНКИ ПОЛУАВТОМАТЫОперация «Обточка и расточка по копиру»
| № варианта | № детали |
|
|
|
|
| 2 | 1 | 34,98 | 0,58 | 4,21 | 41,73 |
| 2 | 21,42 | 0,58 | 2,77 | 72,64 | |
| 3 | 31,54 | 0,58 | 2,31 | 68,0 |
Операция «Вырезка замка»
| № варианта | № детали |
|
|
|
| 2 | 1 | 4,95 | 0,39 | 0,79 |
| 2 | 3,85 | 0,39 | 0,79 | |
| 3 | 7,26 | 0,7 | 1,45 | |
| Принять для станков полуавтоматов: время активного наблюдения время перехода от станка к станку 0,15 мин; фонд времени работы станка за смену F=480 мин.; коэффициент использования фонда времени | ||||
Основное время ![]() (мин./100 шт.)
(мин./100 шт.)
| № вари-анта | № де- тали | Наименование операции | ||||
| Предвари-тельная калибровка замка | Обточка наружного диаметра и снятие фаски под хром | Окончатель-ная кали-бровка и снятие фаски замка | Расточка внутрен-него диаметра | Фрезеро-вание масло-съемных окон | ||
| 2 | 1 | 2,13 | 17,38 | 3,04 | 28,05 | – |
| 2 | 2,13 | 20,13 | 2,82 | 11,22 | – | |
| 3 | 3,96 | 22,66 | 6,82 | 16,5 | 29,37 | |
Задание к курсовому проекту можно сформулировать следующим образом:
1. Рассчитать основные параметры переменно-поточной линии, которую предполагается внедрить на участке крупносерийного производства поршневых колец.
2. Разработать и построить графики-регламенты работы поточной линии для последовательной обработки в течение месяца деталей трех наименований.
3. Рассчитать и построить эпюры оборотных заделов для заданного периода комплектования задела (период комплектования задела для графика равен 240 минут).
4. Обобщить результаты расчета в сводной таблице и сделать выводы.
Таблица 4
Коэффициент неизбежных технологических потерь ![]()
| № п/п | Наименование операции, марка станка | № детали | ||
| 1 | 2 | 3 | ||
| 1 | Обточка и расточка по копиру, МК 6025 | 1,208 | 1,14 | 1,24 |
| 2 | Вырезка замка, ВФ 121 | 1,127 | 1,084 | 1,16 |
| 3 | Предварительная калибровка замка, ДФ 120 | 1,12 | 1,078 | 1,15 |
| 4 | Обточка наружного диаметра и снятие фаски под хром, 5.241 | 1,089 | 1,057 | 1,126 |
| 5 | Окончательная калибровка и снятие фаски замка, 5.236 | 1,034 | 1,017 | 1,08 |
| 6 | Расточка внутреннего диаметра, 5.236 | 1,027 | 1,013 | 1,079 |
| 7 | Фрезерование маслосъемных окон, 5.235 | – | – | 1,058 |
Похожие работы
... метода с применением теории графов, а также с помощью «булевой» алгебры. 1.3 ПРИНЦИПЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВЕННОГО ПРОЦЕССА ВО ВРЕМЕНИ Пропорциональность в организации производства предполагает соответствие пропускной способности (относительной производительности в единицу времени) всех подразделений предприятия – цехов, участков, отдельных рабочих мест по выпуску готовой продукции. Степень ...

... приемлемого уровня оплаты труда, улучшением условий и мотивации труда. 7. Менеджмент. Ключевая цель в этой области - определение критических сфер управленческого воздействия. Общая цель => Ключевые цели по подсистемам организации=> Производство / Маркетинг / Персонал / Финансы (5) Производственная структура предприятия Производственная структура - это состав его ...
... – условно-годовая экономия или ожидаемая прибыль от снижения себестоимости продукции. 2. Общие положения по выполнению и оформлению курсовой работы Курсовая работа по дисциплине «Организация производства и менеджмент» выполняется студентами 5-го курса очной формы обучения и 6-го курса вечерней и заочной форм обучения специальности 150102 «Металлообрабатывающие станки и комплексы». В ...
... за использованием оборудования и рабочих. · Одно из основных условий непрерывной и ритмичной работы поточных линий - организация межоперационного транспорта. Таким образом, можно отметить выбор ЗАО «АТС-Сокол» однопредметных непрерывно-поточных линий оправдан и экономически целесообразен, поскольку продолжительность каждой сборочной операции равна такту перемещения деталей по ...
0 комментариев