Навигация
Резцы, инструмент, режущий элемент, безопасность труда, токарный станок, резец, слесарное дело, токарное дело
37413
знаков
0
таблиц
7
изображений
Министерство транспорта Российской Федерации
Федеральное агентство железнодорожного транспорта
Государственное образовательное учреждение высшего профессионального образования
Омский государственный университет путей сообщения (ОмГУПС)
Кафедра «Технология транспортного машиностроения и ремонта подвижного состава»
Тематический реферат
по дисциплине «Учебная практика»
Выполнил: студент гр. 16А
_________
Проверил: преподаватель
________
Омск 2008
СОДЕРЖАНИЕ
Введение................................................................................................................4
1.Отрезной резец………......................................................................................5
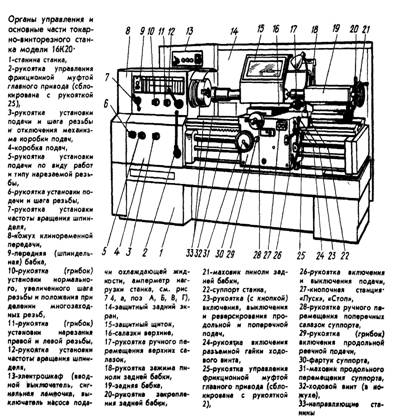
2 Токарный станок……………………………………………………………...8
2.1 Основные типы токарных станков……………………………………..….8
2.3. Главный привод станка. Механизм и коробка подач…………................9
2.4. Суппорт, фартук, задняя бабка и система смазывания станка…………12
3 Общие требования к организации рабочего места слесаря…………….….18
3.1 Организация рабочего места слесаря...........................................................22
4 Нарезание резьбы. Понятие о резьбе……..……….………….......................25
4.1.Основные элементы резьбы……………………….………..…..…………..27
4.2 Профиль резьбы…………………….………………....................................27
4.3 Основные типы резьбы и их обозначение ……………………………….30
Заключение…………………………………………………………………...…31
Библиографический список…………………………………………….…...…32
Введение
Научно-технический прогресс в машиностроении привел к созданию токарных станков, различных по назначению (для точных работ, обработки длинномерных деталей, а также деталей типа дисков; для резьбонарезания , затылования и т.д.) и степени автоматизации (полуавтоматы, автоматы, станки с ЧПУ и т.д.). На современных станках с ЧПУ наряду с токарной обработкой (точением) можно выполнять и другие операции (фрезерование, внецентровое сверление, зенкерование и т.п.), позволяющие снимать со станка готовые детали.
Слесарные работы – обработка металлов, обычно дополняющая станочную механическую обработку или завершающая изготовление металлических изделий соединением деталей, сборкой машин и механизмов, а также их регулированием. Слесарные работы выполняются с помощью ручного или механизированного слесарного инструмента либо на станках.
1.Отрезной резец
Токарные резцы классифицируют: по материалу режущей части, характеру операций, форме лезвия, направлению движения, конструкции.
По материалу рабочей части различают стальные резцы (с лезвиями из углеродистой, легированной или быстрорежущей стали), твердосплавные, керамические, алмазные, эльборовые. Резцы из углеродистой и легированной стали в настоящее время практически не применяют.
В зависимости от характера выполняемых операций резцы бывают черновые и чистовые. Геометрические параметры режущей части этих резцов таковы, что они приспособлены к работе с большой и малой площадью сечения срезаемого слоя.
По форме и расположению лезвия относительно стержня резцы подразделяют на прямые (рис.2, а), отогнутые (рис.2, б), изогнутые (рис. 2, б) и оттянутые (рис.2, г). У оттянутых резцов ширина лезвия обычно меньше ширины крепежной части. Лезвие может располагаться симметрично по отношению к оси державки резца или быть смещено вправо или влево.
По направлению движения подачи резцы разделяют на правые и левые. У правых резцов главная режущая кромка находится со стороны большого пальца правой руки, если наложить ее на резец сверху (рис. 2, а). В рабочем движении такие резцы перемещаются справа налево (от задней бабки к передней). У левых резцов при аналогичном наложении левой руки главная режущая кромка также находится со стороны большого пальца (рис. 2,б). Такие резцы в движении подачи перемещаются слева направо.
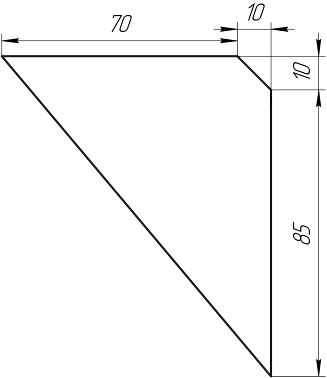
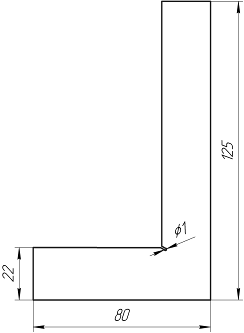
Отрезные резцы применяют для разрезания заготовок на части, отрезания обработанной заготовки и для протачивания канавок. Отрезные резцы работают с поперечным движением подачи (рис. 3, а). Отрезной резец имеет главную режущую кромку, расположенную под углом ф = 90° и две вспомогательные с углами ср' = = 1 ... 2° (рис. 3, а).
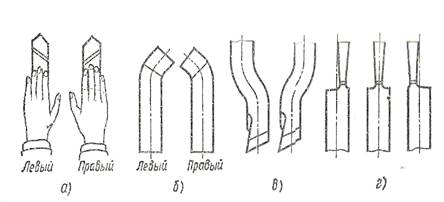
Рис.2. Разновидности токарных резцов
Для уменьшения трения в процессе резания вспомогательные задние поверхности затачивают под углом q = Г 30'. У стандартных отрезных резцов ширина режущей кромки а = 3 ... 10 мм и выбирается в зависимости от диаметра заготовки по формуле а = 0,6D0'5. При отрезании детали резцом с прямой главной режущей кромкой (ф = 90°) на отрезанной заготовке остается шейка, поэтому приходится дополнительно подрезать торец заготовки. Для исключения этой операции применяют отрезные резцы с наклонной режущей кромкой
Отрезной резец имеет одну главную и две вспомогательные режущие кромки. Для уменьшения трения вспомогательные задние поверхности затачивают под углами 1,5.2 градуса.
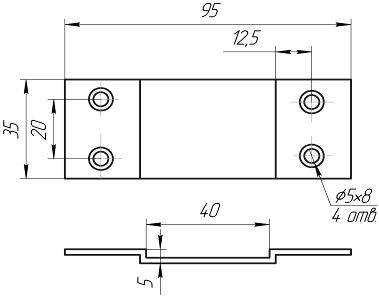
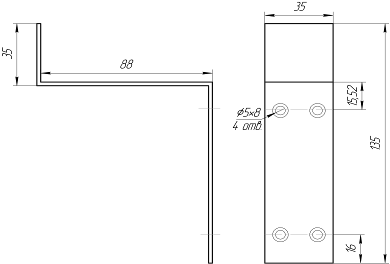
Пластинчатый двусторонний нож 1 устанавливают в открытом угловом пазу державки 3 и закрепляют сверху при помощи специальной планки 2 и первого винта резцедержателя. Державка дополнительно закрепляется вторым винтом резцедержателя. В один комплект входят державка, планка и 15 сменных ножей с двусторонним расположением пластинок твердого сплава, что заменяет 30 напайных отрезных резцов.
Похожие работы
ов обработки металлов резанием, осуществляемый на станках токарной группы. Детали, обрабатываемые на этих станках, делятся на три класса: валы, диски, втулки. Детали обрабатываются на специализированных станках, налаженных для обработки определенных простых и средней сложности заготовок или выполнения отдельных операций: нарезание наружную и внутреннюю треугольную и прямоугольную резьбы метчиками ...
... . Поэтому автолюбитель, желающий самостоятельно проводить на автомобиле более или менее сложные операции по техническому обслуживанию и ремонту, должен обзавестись еще некоторыми приспособлениями и инструментом. Слесарно-монтажный инструмент. Гаечные открытые ключи желательно иметь в полном ассортименте, причем лучше в двух экземплярах. Комбинированные и разводные ключи, специальные клещи для ...





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев