Навигация
2 Токарный станок
2.1 Основные типы токарных станков
Станки токарной группы наиболее распространены в машиностроении и металлообработке по сравнению с металлорежущими станками других групп. В состав этой группы входят токарно-винторезные, токарно-револьверные, токарно-карусельные, токарные автоматы и полуавтоматы, и другие станки.
Токарно-винторезные станки предназначены для наружной и внутренней обработки, включая нарезание резьбы, единичных и малых групп деталей.
Токарно-револьверные станки предназначены для обработки малых и больших групп деталей сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента.
Токарно-карусельные станки предназначены для обработки разнообразных по форме деталей, у которых диаметр намного больше длины. Эти станки отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепится обрабатываемая деталь.
Токарные автоматы предназначены для обработки деталей из прутка, а токарные полуавтоматы – для обработки деталей из прутка и штучных заготовок.
Металлорежущие станки отечественного производства имеют цифровое обозначение моделей. Первая цифра в обозначении модели показывает, к какой технологической группе относится станок: 1 – токарные станки, 2 – сверлильные и расточные станки; 3 – шлифовальные станки и т. д. Вторая цифра указывает на типы станков в группе: 1 – одношпиндельные и 2 – многошпиндельные автоматы; 3 – токарно-револьверные станки; 5 – карусельные и т. д. Две последние цифры определяют технические параметры станка: высоту центров над станиной для токарного станка, наибольший диаметр обрабатываемого прутка для токарно-револьверного станка и т. д. Наличие буквы между цифрами указывает на произведенную модернизацию станка. Буква (Н, П, В, А, С) в конце цифрового обозначения модели определяет точность станка. Различают станки нормальной точности – класс Н (в большинстве случаев не указывается) ; повышенной точности – класс П; высокой точности (прецизионные) – класс В; особо высокой точности – класс А и особо точные (мастер-станки) – класс С. Например, в обозначении токарно-винторезного станка модели 16К20П цифра 1 обозначает группу токарных станков, цифра 6 – тип станка (токарно-винторезный), цифра 20 – высоту центров в см, буква К – модернизацию станка, буква П – станок повышенной точности.
2.2 Главный привод станка. Механизм и коробка подач
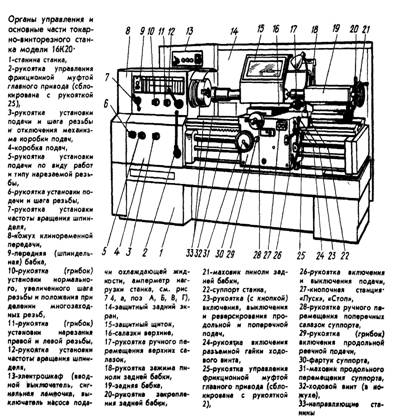
Главный привод станка. В передней бабке размещены шпиндель и коробка скоростей (рис. 2.2), которые сообщают заготовке главное движение и подачу при выбранной глубине резания.
Заготовка зажимается в кулачковом патроне, который крепится к фланцу
шпинделя 13. Вращение от электродвигателя /, через ременную передачу 2 и муфт включения 3 передается на вал 5.
Блок из трех шестерен 7, 8, 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, ил 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчато колесо 16, а если влево – через зубчато колесо 15. Таким образом приведенная кс робка скоростей обеспечивает шесть ступеней частоты вращения шпинделя.
Механизм и коробка подач. Механизм подач соединяет суппорт станка
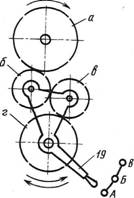
Рисунок. 2.3. Схема трензеля
с коробкой скоростей, посредством реверсивного механизма (трензеля) и гитары осуществляет изменение направления и скорости перемещения суппорта станка. От коробки скоростей через трензель (рис. 2.3), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой/5 (см. рис. 2.2), осуществляется реверсирование движения приводного вала 20 суппорта станка.
При нижнем крайнем положении рукоятки/9 (положении Л) зубчатые колеса (а, б, в, г) соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса (а, в, г) и направление вращения вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
С помощью гитары (рис. 2.4) устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта, на один оборот шпинделя станка. Расстояние L между валом 1 колеса а и валом 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес b и c можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона позволяет регулировать размер В.
Назначение коробки подач – изменять скорости вращения ходового винта и ходового вала, что обеспечивает перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 коробки подач (рис. 2.5) получает вращение от зубчатых колес гитары. Вместе с валом 14 на опорах 15 вращается и имеет возможность перемещаться вдоль него зубчатое колесо 11 вместе с рычагом 10. На одном конце рычага 10 вращается закрепленное на оси зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом – расположена рукоятка 9. За рукоятку 9 рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений соответственно числу зубчатых колес в механизме / Нортона. В каждом из таких положений рычаг 10 поворачивается рукояткой 9 и удерживается ее штифтом, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1,вращающего вал 2 с заданной частотой. Вместе с валом 2 вращается зубчатое колесо 3, которое может перемещаться вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 с помощью кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево – входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
Похожие работы
ов обработки металлов резанием, осуществляемый на станках токарной группы. Детали, обрабатываемые на этих станках, делятся на три класса: валы, диски, втулки. Детали обрабатываются на специализированных станках, налаженных для обработки определенных простых и средней сложности заготовок или выполнения отдельных операций: нарезание наружную и внутреннюю треугольную и прямоугольную резьбы метчиками ...
... . Поэтому автолюбитель, желающий самостоятельно проводить на автомобиле более или менее сложные операции по техническому обслуживанию и ремонту, должен обзавестись еще некоторыми приспособлениями и инструментом. Слесарно-монтажный инструмент. Гаечные открытые ключи желательно иметь в полном ассортименте, причем лучше в двух экземплярах. Комбинированные и разводные ключи, специальные клещи для ...





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев