Навигация
4.1 ОСНОВНЫЕ ЭЛЕМЕНТЫ РЕЗЬБЫ
У всякой резьбы различают следующие основные элементы: профиль; угол и высоту профиля; шаг; наружный, средний и внутренний диаметры резьбы.
Профиль резьбы (рис. 257) рассматривается в сечении, проходящем через ось болта или гайки. Ниткой (витком) называется часть резьбы, образуемой при одном полном обороте профиля.
Угол α профиля - угол между боковыми сторонами (гранями) профиля резьбы, измеряемый в плоскости, проходящей через ось болта. В метрической резьбе этот угол равен 60°, в дюймовой – 55 °.
Высота (глубина, резьбы) H Профиля-расстояние от вершины резьбы до основания профиля, измеряемое перпендикулярно оси болта.
Шаг Р резьбы – расстояние между параллельными сторонами или вершинами двух рядом лежащих витков, измеренное вдоль ОСИ резьбы. Рис. 257. Основные элементы резьбы
В метрической резьбе шаг выражается в миллиметрах; дюймовая резьба характеризуется числом ниток (витков) на одном дюйме.
Наружный диаметр d резьбы – диаметр цилиндра, описанного около резьбовой поверхности. Наружный диаметр измеряется у болтов по вершинам профиля резьбы, у гаек – по впадинам.
Внутренний диаметр d р е з ь б ы - диаметр цилиндра, вписанного в резьбовую поверхность. Внутренний диаметр измеряется у болтов по впадинам, у гаек – по вершинам профиля резьбы.
Средний диаметр d резьбы - диаметр соосного c резьбой цилиндра, образующие которого делятся боковыми сторонами профиля на равные отрезки.
4.2 ПРОФИЛИ РЕЗЬБ
Профиль резьбы зависит от формы режущей части инструмента, с помощью которого нарезается резьба.
Чаще всего применяется цилиндрическая треугольная резьба (рис. 258,а); обычно ее называют крепежной, так как нарезают на крепежных деталях, например на шпильках, болтах и гайках.
Конические треугольные резьбы дают возможность получить плотное соединение. Такие резьбы встречаются на конических пробках, иногда – в масленках.
Прямоугольная резьба (рис. 258,б) имеет прямоугольный (квадратный) профиль. Она не стандартизована, трудна в изготовлении, непрочная и применяется редко.
Трапецеидальная ленточная резьба (рис. 258,в) имеет сечение в виде трапеции с углом профиля, равным 30 °. Коэффициент трения у нее мал, поэтому она применяется для передачи движений или больших усилий в металлорежущих станках (ходовые винты), домкратах, прессах и т. п. Витки этой резьбы имеют большое сечение у основания, что обеспечивает ее высокую прочность и удобство при нарезании. Основные элементы трапецеидальной резьбы стандартизованы.
Упорная резьба (рис. 258, г) имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине, равным 30°. Основания витков закруглены, что обеспечивает в опасном сечении прочный профиль. Поэтому данная резьба применяется в тех случаях, когда винт должен передавать большое одностороннее усилие (в винтовых прессах, домкратах и т. п.).
Круглая резьба (рис. 258, д) имеет профиль, образованный двумя дугами, сопряженными с небольшими прямолинейными участками, и углом, равным 30°. В машиностроении эта резьба используется редко. Применяется она в основном в соединениях, подвергающихся сильному износу, в загрязненной среде (арматура пожарных трубопроводов, вагонные стяжки, крюки грузоподъемных машин и т. п.). Эта резьба не стандартизована.
По числу ниток резьбы разделяют на одноходовые (однозаходные) и многоходовые (многозаходные). Ходом резьбы называют осевое перемещение винта за один его оборот. Для однозаходных резьб ход равен шагу (расстояние между смежными витками), а для многозаходные - произведению шага на число заходов.
Последнее можно определить, если посмотреть на торец винта (гайки); обычно ясно видно, сколько ниток берет свое начало с торца (рис. 259,а, б). У однозаходной резьбы на торце винта или гайки виден только один конец витка, а у многозаходные – два, три и больше.
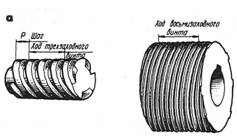
Рисунок. 259. Виды резьб в зависимости от числа заходов: а - трехзаходная,
б – восьмизаходная
Однозаходные резьбы имеют малые углы подъема винтовой линии и большее трение (малый КПД). Они применяются там, где требуется надежное соединение (в крепежных деталях).
У многозаходных резьб по сравнению с однозаходными угол подъема винтовой линии значительно больше. Такие резьбы применяют в тех случаях, когда необходимо быстрое перемещение по резьбе при наименьшем трении, при этом за один оборот винта (или гайки) гайка (или винт) переместится на величину хода винтовой линии резьбы. Многозаходные резьбы используют в механизмах, служащих для передачи движения.
4.3 Основные типы резьбы и их обозначение
В машиностроении, как правило, применяют три системы резьбы – метрическую, дюймовую и трубную.
Метрическая резьба (рис. 260,а) имеет треугольный профиль с плоскосрезанными вершинами; угол профиля равен 60°, диаметры и шаг выражаются в миллиметрах.
Метрические резьбы делят на резьбы с нормальным шагом (для наружных диаметров 1....68 мм) и с мелкими шагами (для наружных диаметров 1...600мм).
Метрические резьбы с нормальным шагом обозначают М20 (число -наружный диаметр резьбы), с мелкими шагами – М20Х1,5 (первое число – наружный диаметр, второе – шаг).
Метрические резьбы применяют в основном как крепежные: с нормальным шагом – при значительных нагрузках и для крепежных деталей (болтов, гаек, винтов), с мелкими шагами – при малых нагрузках и тонких регулировках.
Дюймовая резьба (рис. 260, б, г) имеет треугольный плоскосрезанный профиль с утлом 55 ° (резьба Витворта) или 60° (резьба Селлерса). Все размеры этой резьбы выражаются в дюймах (1" = 25,4 мм). Шаг выражается числом ниток (витков) на длине одного дюйма.
Стандартизованы дюймовые резьбы диаметрами от 3/16до 4" и числом ниток на 1", равным 24...3. Наружный диаметр резьбы выражается в дюймах. От метрической дюймовая резьба отличается большим шагом.
В СССР при проектировании новых конструкций применение дюймовой резьбы не разрешается. Ее используют при изготовлении запасных частей для машин и оборудования, полученных из стран, где применяется дюймовая резьба.
Трубная цилиндрическая резьба (рис. 260,в) стандартизована, представляет собой мелкую дюймовую резьбу, но в отличие от последней сопрягается без зазоров (для увеличения герметичности соединения) и имеет закругленные вершины.
За номинальный диаметр трубной резьбы принимается внутренний диаметр трубы (диаметр отверстия, или, как говорят, "диаметр трубы в свету"), т.е. наружный диаметр трубной резьбы будет больше номинального диаметра на удвоенную толщину стенок трубы.
Трубная цилиндрическая резьба применяется для наружных диаметров 1/8 ...6" с числом ниток на одном дюйме от 28 до 11; угол профиля равен 55° . Ее используют на трубах для их соединения, а также на арматуре трубопроводов и других тонкостенных деталей.
Трубную цилиндрическую резьбу обозначают гак: Труб 3/4" (цифры – номинальный диаметр резьбы в дюймах). Стандартизованы трубные резьбы диаметрами от 1/8 до 6" с числом ниток на одном дюйме от 28 до 11
Заключение
В данном реферате было рассмотрено: устройство вертикально-фрезерного станка, принцип его работы; некоторые типы резцов для обработки фасонных поверхностей, классификация слесарных тисков; один из видов обработки металлов - опиливание.
Использованная литература
1. Н.И. Макиенко. Общий курс слесарного дела. М. 1984
2. П.М. Денежный, Г.М. Стискин, И.Е. Тхор. Токарное дело. М. 1976
3. Б.Г. Зайцев, С.Б. Рыцев. Справочник молодого токаря. М. 1988
4. В.А. Слепинин. Руководство по обучению токарей по металлу. М. 1974
5. Фрезерное дело: Учеб.пособие для средн.проф.-техн.училищ.- 3-е изд.,перераб. и доп.- М.:Высш.школа, 1980.-208 с., ил. (Профтехобразование. Обраб. резанием).
Похожие работы
ов обработки металлов резанием, осуществляемый на станках токарной группы. Детали, обрабатываемые на этих станках, делятся на три класса: валы, диски, втулки. Детали обрабатываются на специализированных станках, налаженных для обработки определенных простых и средней сложности заготовок или выполнения отдельных операций: нарезание наружную и внутреннюю треугольную и прямоугольную резьбы метчиками ...
... . Поэтому автолюбитель, желающий самостоятельно проводить на автомобиле более или менее сложные операции по техническому обслуживанию и ремонту, должен обзавестись еще некоторыми приспособлениями и инструментом. Слесарно-монтажный инструмент. Гаечные открытые ключи желательно иметь в полном ассортименте, причем лучше в двух экземплярах. Комбинированные и разводные ключи, специальные клещи для ...





... зубчатого венца, задиры по торцу Замена червячного зубчатого венца (напресовка новой втулки с последующим фрезерованием зубьев) Все остальные детали являются годными к дальнейшей эксплуатации. 5. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА РЕМОНТА ДЕТАЛИ 5.1 Сведения о ремонтируемой детали, выбор способа ремонта и его обоснование В процессе дефектации были выбракованы некоторые детали. Одна ...





... Исходя из выше перечисленных пунктов соответствия данной сборочной единицы всем нормам технологичности, делаем вывод о том, что конструкция рассматриваемого вала первичного в сборе является технологичной. 3.3 Разработка технологического процесса сборки Таблица 2 - Технологический маршрут сборки № операции Содержание перехода 1. На вал 1 установить стакан 17 2. Напрессовываем на вал 1 ...
0 комментариев