Навигация
Резьба и резьбовые соединения
23777
знаков
0
таблиц
15
изображений
Алтайский государственный технический университет им. И.И.Ползунова
Реферат
Тема: Резьба и резьбовые соединения
Выполнил:
студент группы ПГС-84
Чирков А.В.
Проверила: Баянова Е.Э.
Барнаул 2009
Оглавление
1.Резьба
2. Основные параметры резьбы
3.Классификация резьбы
4 Условное изображение резьбы
5.Условное обозначение резьбы
6. Резьбовые соединения
7.Описание деталей
Литература
1.Резьба
Резьбовым называют соединение составных частей изделия с применением детали, имеющей резьбу.
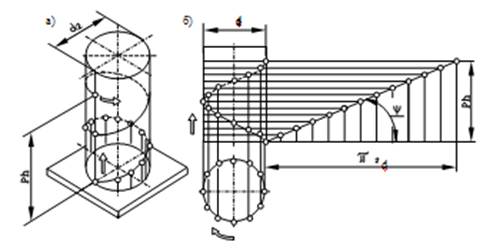
Резьба представляет собой чередующиеся выступы и впадины на поверхности тела вращения, расположенные по винтовой линии. Основные определения, относящиеся к резьбам общего назначения, стандартизованы.
Если в качестве поверхности принять цилиндр, то полученная на его поверхности траектория движения точки называется цилиндрической винтовой линией. Если движение точки по образующей и вращение образующей вокруг оси равномерны, то винтовая цилиндрическая линия является линией постоянного шага. На развертке боковой поверхности цилиндра такая винтовая линия преобразуется в прямую линию.
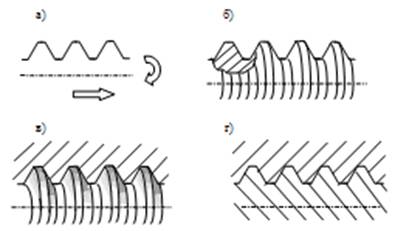
Если на поверхности цилиндра или конуса прорезать канавку по винтовой линии, то режущая кромка резца образует винтовую поверхность, характер которой зависит от формы режущей кромки. Образование винтового выступа можно представить как движение треугольника, трапеции, квадрата по поверхности цилиндра или конуса так, чтобы все точки фигуры перемещались по винтовой линии. В случае, если подъем винтового выступа на видимой (передней) стороне идет слева направо, резьба называется правой, если подъем винтового выступа идет справа налево – левой.
Резьбовые соединения являются самым распространенным видом соединений вообще и разъемных в частности. В современных машинах детали, имеющие резьбу, составляют свыше 60 % от общего количества деталей. Широкое применение резьбовых соединений в машиностроении объясняется их достоинствами: универсальностью, высокой надежностью, малыми габаритами и весом крепежных резьбовых деталей, способностью создавать и воспринимать большие осевые силы, технологичностью и возможностью точного изготовления.
Недостатки резьбовых деталей: значительная концентрация напряжений в местах резкого изменения поперечного сечения и низкий КПД подвижных резьбовых соединений.
Резьбы изготовляют либо пластической деформацией (накатка на резьбонакатных станках, выдавливание на тонкостенных металлических изделиях), либо резанием (на токарно-винторезных, резьбонарезных, резьбофрезерных, резьбошлифовальных станках или вручную метчиками и плашками); на деталях из стекла, пластмассы, металлокерамики, иногда на деталях из чугуна резьбу изготовляют отливкой или прессованием. Следует отметить, что накатывание резьбы круглыми или плоскими плашками на резьбонакатных станках — самый высокопроизводительный метод, с помощью которого изготовляется большинство стандартных крепежных деталей с наружной резьбой, причем накатанная резьба прочнее нарезанной, так как в первом случае не происходит перерезание волокон металла заготовки, а поверхность резьбы наклепывается.
Диаметры стержней под накатывание и нарезание резьб, диаметры отверстий под нарезание резьб, а также выход резьбы (сбеги, недорезы, проточки и фаски) стандартизованы. Кроме того, стандартизованы метки (в виде прорезей) на деталях с левой резьбой.
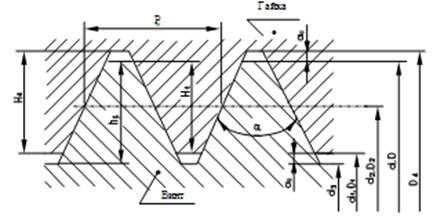
2. Основные параметры резьбы
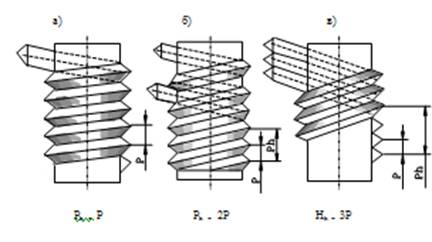
Наружный диаметр d, D (по стандартам диаметры наружной резьбы обозначают строчными, а диаметры внутренней резьбы — прописными буквами); внутренний диаметр d1, D1, средний диаметр d2, D2 — диаметр воображаемого цилиндра, на поверхности которого толщина витка равна ширине впадины; угол профиля ![]() , шаг резъбы р - расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы; число заходов n (заходность резьбы легко определяется на торце винта по числу сбегающих витков); ход резьбы
, шаг резъбы р - расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы; число заходов n (заходность резьбы легко определяется на торце винта по числу сбегающих витков); ход резьбы ![]() — величина относительного осевого перемещения гайки или винта за один оборот (в целях унификации обозначений шаг резьбы, как и шаг зубьев зубчатых колес, будем обозначать строчной буквой р, а не прописной, как по стандартам на резьбы).
— величина относительного осевого перемещения гайки или винта за один оборот (в целях унификации обозначений шаг резьбы, как и шаг зубьев зубчатых колес, будем обозначать строчной буквой р, а не прописной, как по стандартам на резьбы).
К основным параметрам относится угол подъема резьбы ![]() — угол, образованный касательной к винтовой линии резьбы в точках, лежащих на среднем диаметре, и плоскостью, перпендикулярной оси резьбы. Угол подъема резьбы определяется зависимостью
— угол, образованный касательной к винтовой линии резьбы в точках, лежащих на среднем диаметре, и плоскостью, перпендикулярной оси резьбы. Угол подъема резьбы определяется зависимостью
![]()
Диаметр, условно характеризующий размер резьбы, называется номинальным; для большинства резьб в качестве номинального диаметра резьбы принимается наружный диаметр.
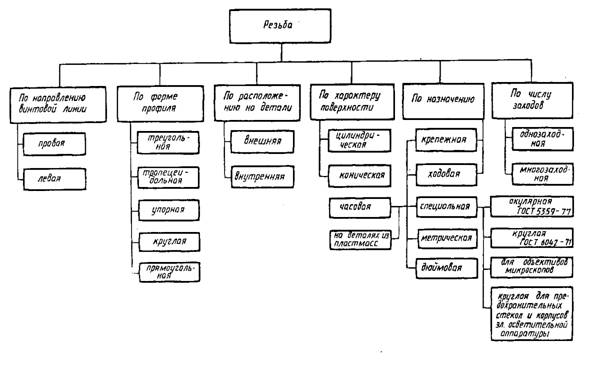
3.Классификация резьбы
Классифицировать резьбы можно по многим признакам: по форме профиля (треугольная, трапецеидальная, упорная, прямоугольная, круглая и др.); по форме поверхности (цилиндрическая, коническая); по расположению (наружная, внутренняя); по числу заходов (однозаходная, многозаходная); по направлению заходов (правая, левая); по величине шага (с крупным, с мелким); по эксплуатационному назначению (крепежная, крепежно-уплотнительная, ходовая, специальная).
Крепежные резьбы (метрическая, дюймовая) предназначены для скрепления деталей; крепежно-уплотнительные (трубные, конические) применяют в соединениях, требующих не только прочности, но и герметичности; ходовые резьбы (трапецеидальная, упорная, прямоугольная) служат для передачи движения и применяются в передачах винт—гайка; специальные резьбы (круглая, окулярная, часовая и др.) имеют специальное назначение. Большинство применяемых в нашей стране резьб стандартизовано.
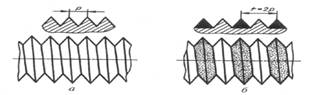
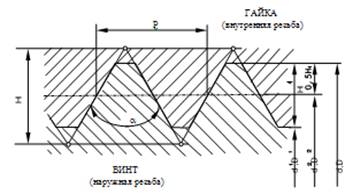
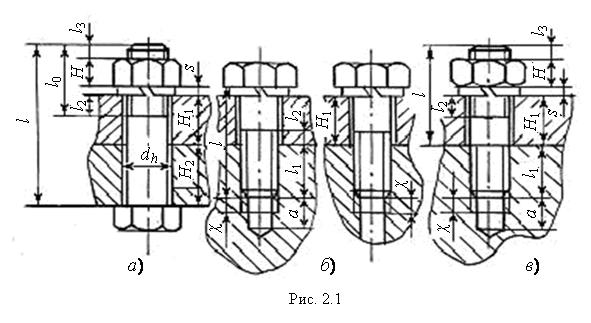
Метрическая резьба.(рис 1)
Форма и размеры профиля этой резьбы, диаметры и шаги, основные размеры регламентированы стандартами. Кроме того, стандартизованы резьба метрическая для приборостроения, резьба метрическая коническая, резьба метрическая на деталях из пластмасс (не указанные номера стандартов и срок их действия легко установить по "Указателю стандартов", переиздаваемому ежегодно).
Метрическая резьба имеет исходный профиль в виде равностороннего треугольника с высотой H, вершины профиля срезаны, а впадины притуплены, что необходимо для уменьшения концентрации напряжений и по технологическим соображениям (для увеличения стойкости резьбонарезного и резьбонакатного инструмента). Форма впадины резьбы болта может быть закругленной или плоскосрезанной. В резьбе предусмотрен радиальный зазор, который делает ее негерметичной.
По стандарту метрические резьбы делятся на резьбы с крупным и мелким шагом. При одном и том же номинальном диаметре метрическая резьба может иметь один крупный и пять мелких шагов, например, при номинальном диаметре 20 мм метрическая резьба имеет крупный шаг, равный 2,5 мм, и пять мелких шагов, равных 2; 1,5; 1; 0,75; 0,5 мм. Резьбы с мелким шагом имеют меньшую высоту профиля и меньше ослабляют сечение детали; кроме того, эти резьбы имеют меньшие углы подъема резьбы и обладают повышенным самоторможением. Поэтому резьбы с мелким шагом применяют для соединения мелких тонкостенных деталей и при действии динамических нагрузок.
В машиностроении основное применение находит метрическая резьба с крупным шагом как более прочная и менее чувствительная к ошибкам изготовления и износу. Крепежные резьбовые детали имеют обычно правую однозаходную резьбу; левая резьба применяется редко.
Допуски и посадки метрических резьб стандартизованы. Согласно действующим стандартам, точность метрических резьб обозначают полем допуска среднего, наружного (для болта) или внутреннего (для гайки) диаметра; в обозначении допуска цифра указывает степень точности, а буква — основное отклонение. Поля допусков установлены в трех классах точности: точном (для прецизионных резьб), среднем (для общего применения), грубом (при технологической невозможности получения большей точности). Для среднего класса полями допусков предпочтительного применения являются: 6H (для гаек) и 6g (для болтов), что обеспечивает посадку 6H/6g с зазором. Кроме посадок с зазором стандартами предусмотрены посадки переходные и с натягом.
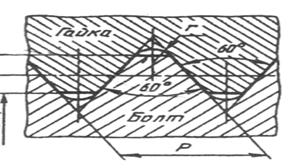
Рис 1
Дюймовая резьба.
Эта крепежная резьба имеет треугольный профиль с углом ![]() = 55°, номинальный диаметр ее задается в дюймах (1" = 25,4 мм), а шаг — числом витков, приходящихся на один дюйм длины резьбы. Дюймовая резьба подобна применяемой в Англии, США и некоторых других странах резьбе Витворта; она используется у нас лишь при ремонте импортных машин. Применение дюймовой крепежной резьбы в новых конструкциях запрещено, а стандарт на нее ликвидирован без замены.
= 55°, номинальный диаметр ее задается в дюймах (1" = 25,4 мм), а шаг — числом витков, приходящихся на один дюйм длины резьбы. Дюймовая резьба подобна применяемой в Англии, США и некоторых других странах резьбе Витворта; она используется у нас лишь при ремонте импортных машин. Применение дюймовой крепежной резьбы в новых конструкциях запрещено, а стандарт на нее ликвидирован без замены.
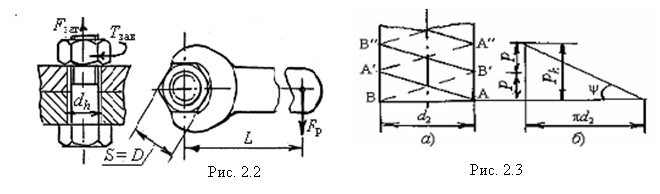
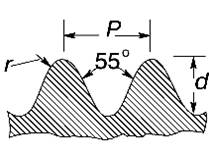
Трубная цилиндрическая резьба.(рис 2)
В соответствии с ГОСТ 6367–81 трубная цилиндрическая резьба имеет профиль дюймовой резьбы, т.е. равнобедренный треугольник с углом при вершине, равным 55°. Номинальный размер резьбы условно отнесен к внутреннему диаметру трубы (к величине условного прохода). Так, резьба с номинальным диаметром 1 мм имеет диаметр условного прохода 25 мм, а наружный диаметр 33,249 мм.
Трубную резьбу применяют для соединения труб, а также тонкостенных деталей цилиндрической формы. Такого рода профиль (55°) рекомендуют при повышенных требованиях к плотности (непроницаемости) трубных соединений. Применяют трубную резьбу при соединении цилиндрической резьбы муфты с конической резьбой труб, так как в этом случае отпадает необходимость в различных уплотнениях
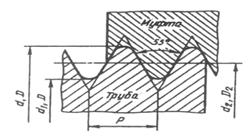
Рис 2
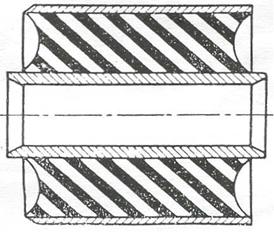
Трубная коническая резьба.(рис 3)
Параметры и размеры трубной конической резьбы определены ГОСТ6211–81, в соответствии с которым профиль резьбы соответствует профилю дюймовой резьбы. Резьба стандартизована для диаметров от 16" до 6" (в основной плоскости размеры резьбы соответствуют размерам трубной цилиндрической резьбы). Применяется резьба для резьбовых соединений топливных, масляных, водяных и воздушных трубопроводов машин и станков.
Рис 3
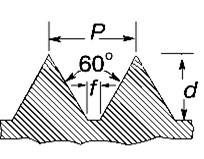
Трапецеидальная резьба.(рис 4)
Профиль этой резьбы представляет собой равнобокую трапецию с углом между боковыми сторонами ![]() =30°. Профили, основные размеры и допуски трапецеидальных резьб стандартизованы, причем предусмотрены резьбы с мелким, средним и крупным шагами. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой.
=30°. Профили, основные размеры и допуски трапецеидальных резьб стандартизованы, причем предусмотрены резьбы с мелким, средним и крупным шагами. Трапецеидальная резьба применяется для преобразования вращательного движения в поступательное при значительных нагрузках и может быть одно- и многозаходной (ГОСТ 24738–81 и 24739–81), а также правой и левой.
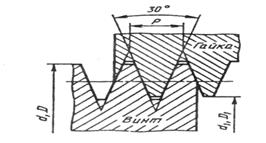
Рис 4
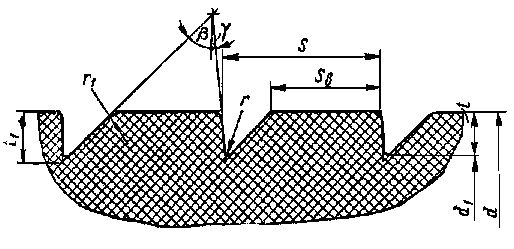
Упорная резьба.(рис 5)
Профиль этой резьбы представляет собой неравнобокую трапецию с углами наклона боковых сторон к прямой, перпендикулярной оси резьбы, равными 3 и 30°. Основные размеры и допуски упорной резьбы для диаметров от 10 до 600 мм регламентированы ГОСТом. Стандартизована также резьба упорная усиленная для диаметров от 80 до 2000 мм, у которой одна сторона профиля наклонена под углом 45°.
Трапецеидальная и упорная резьбы являются ходовыми и применяются в передачах винт—гайка. Так, например, трапецеидальная резьба применяется для ходовых винтов токарно-винторезных станков, где возникают реверсивные нагрузки; упорная резьба применяется при односторонних нагрузках, например для грузовых винтов домкратов и прессов, причем усилие воспринимается стороной, имеющей угол наклона 3°.
Трапецеидальную и упорную резьбы можно нарезать на резьбо-фрезерных, токарно-винторезных станках, а окончательную обработку производить на резьбо-шлифовальных станках.
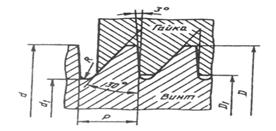
Рис 5
Прямоугольная резьба.(рис 6)
Эта резьба не стандартизована и имеет ограниченное применение в неответственных передачах винт — гайка. Эта резьба из всех имеет наибольший КПД, но ее нельзя фрезеровать и шлифовать, так как угол профиля ![]() = 0; прочность прямоугольной резьбы ниже, чем у других резьб.
= 0; прочность прямоугольной резьбы ниже, чем у других резьб.
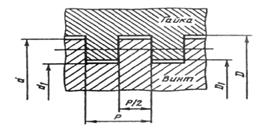
Рис 6
Круглая резьба.(рис 7)
Круглая резьба стандартизована. Профиль круглой резьбы образован дугами, связанными между собой участками прямой линии. Угол между сторонами профиля ![]() =30°.Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
=30°.Резьба применяется ограниченно: для водопроводной арматуры, в отдельных случаях для крюков подъемных кранов, а также в условиях воздействия агрессивной среды.
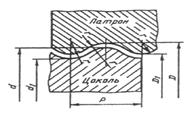
Рис 7
Похожие работы
... крепежные детали изображаются упрощенно или условно ( ГОСТ 2 . 315 - 68 ) . При упрощенном изображении крепежные детали вычерчиваются по относительным ( приближенным ) размерам, определяемым в зависимости от номинального диаметра резьбы - d, рис. 12. Рис.12. Упрощенное изображение соединения: а) болтом; б) шпилькой В задании в соединении шпилькой используется прорезная или корончатая гайка ...
... где при постоянных напряжениях [SТ] = 1,3…2 – по пределу текучести sТ; [SВ] = 2…2,4 – по пределу прочности sВ; при переменных напряжениях [S] = 1,5…2,5 – для пластичных и [S] = = 2,5…4 – для хрупких материалов. 2. Резьбовые соединения 2.1 Основные виды крепежных изделий Резьба – это образование на поверхности детали выступов и впадин, идущих по винтовой линии. Резьбовое соединение имеет ...
... . Наряду с названными выше шарнирными соединениями в современных подвесках применяются соединения обычных типов. Однако применение таких соединений непрерывно сокращается. В данном курсовом проекте мы заменим резьбовые соединения рычагов подвески автомобиля ГАЗ-24 на резинометаллические шарниры и рассмотрим их влияние на жесткость подвески. 1. Исходные данные В = 2,8 м. - база подвески; ...
... получаемой поверхности [10]. 3.3 Технологические особенности нарезания резьбы Рассмотрим весь комплекс вопросов, связанных с нарезкой резьбы: оборудование, технологию, включая подготовку концов труб к нарезанию резьбы, рекомендуемый режущий инструмент. Технология нарезания резьбы на трубах (Рисунок 3.4) включает в себя несколько операций: 1) Входной контроль трубы: а) контроль качества ...
0 комментариев