Навигация
Резьбы. Крепежные детали. Соединения
25331
знак
10
таблиц
28
изображений
МИНИСТЕРСТВО ОБЩЕГО И ПРОФЕССИОНАЛЬНОГО
ОБРАЗОВАНИЯ РФ
Тверской государственный технический университет
Кафедра инженерной графики
РЕЗЬБЫ. КРЕПЕЖНЫЕ ДЕТАЛИ. СОЕДИНЕНИЯ
Методическая разработка и задания к графической работе для студентов всех специальностей
Тверь 1997
Методическая разработка с вариантами заданий предназначена для студентов, изучающих курсы "Машиностроительное черчение" и "Инженерная графика".
В методической разработке кратко и, по возможности, максимально приближенно к действующим стандартам, изложены основные сведения о резьбах, крепежных деталях и соединениях с использованием резьбовых деталей.
Методическая разработка обсуждена и рекомендована к печати на учебно-методическом семинаре кафедры "Инженерная графика" (протокол № 1 от 21 января 1997г.).
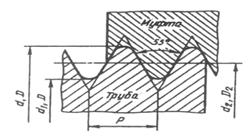
Соединение деталей с помощью резьбы является одним из старейших видов соединений. Резьбы для неподвижных соединений принято называть крепежными, а для подвижных соединений - кинематическими (ходовыми). В случае "подвижного резьбового соединения" принято говорить о передачах винт - гайка, преобразующих вращательное движение в поступательное.
Широкое применение резьбовых соединений определяется следующими причинами: а) возможностью создания больших осевых сил, превышающих прикладываемую силу в 70 - 100 раз, ввиду клинового действия резьбы, а также большого отношения длины ключа к радиусу резьбы; б) малыми габаритами; в) простотой изготовления.
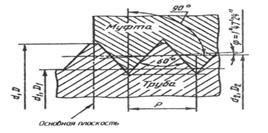
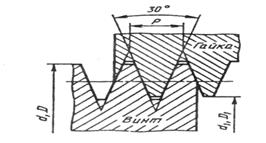
Наиболее распространенные крепежные резьбы: метрическая и трубная; кинематические (ходовые): трапецеидальная, упорная, круглая.
Для повышения герметичности крепежных резьб они изготавливаются без зазоров или делаются коническими. В тех случаях, когда КПД резьбы не имеет большого значения, в качестве ходовых могут использоваться и резьбы метрические, например, резьбы на шпинделе и в крышке вентиля.
1. РЕЗЬБА - ОСНОВНЫЕ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
В связи с широким распространением резьб они в свое время стали первым объектом стандартизации в машиностроении. При разработке стандартов на резьбы во всех странах учитываются рекомендации ИСО - ISO – International Organization for Standartization (международная организация по стандартизации). Стандартизованы термины и определения /1/, профиль /2/, диаметры и шаги/3/, основные размеры /4/, допуски и посадки /5, 7/ и т.д.
В основе формирования всех резьб лежит понятие винтовой линии (рис.1). Винтовая линия резьбы может быть получена как траектория точки, равномерно перемещающейся по образующей цилиндра или конуса при равномерном вращении образующей вокруг оси.
Винтовая поверхность резьбы образуется кривой (ломаной) линией, лежащей в одной плоскости с осью и перемещающейся относительно оси таким образом, что каждая точка этой линии движется по винтовой линии резьбы (рис.2).
Выступ резьбы - выступающая часть материала детали, ограниченная винтовой поверхностью резьбы.
Резьба - один или несколько равномерно расположенных выступов резьбы постоянного сечения (профиля), образованных на боковой поверхности прямого кругового цилиндра или прямого кругового конуса.
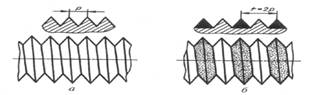
Заход резьбы - это начало выступа резьбы. Если резьба образована одним выступом, двумя или тремя выступами, то принято говорить соответственно об одно-, двух- и трехзаходных резьбах. Очевидно, чем больше число заходов - тем больше угол подъема резьбы Y. В качестве примера образования резьбы можно рассмотреть процесс навивки на цилиндрический стержень проволоки треугольного сечения (витки плотно прилегают друг к другу) (рис.3).
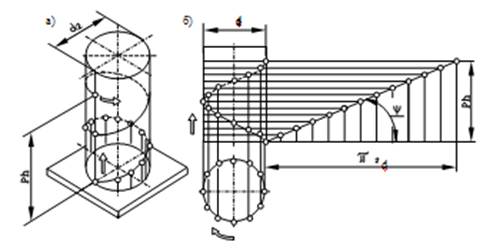
Рис. 1. Винтовая цилиндрическая линия: а) образование; б) развертка, y - угол подъема винтовой линии, Ph - ход (осевое перемещение за один оборот).
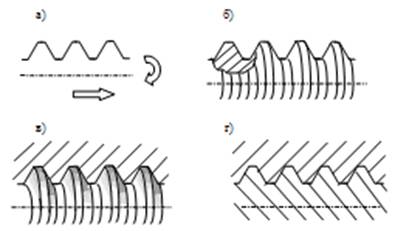
Рис. 2. Образование винтовой поверхности цилиндрической резьбы:
а) ломаная (кривая) образующая винтовой цилиндрической поверхности; б) наружная винтовая поверхность; в) внутренняя винтовая поверхность; г) осевое сечение соединения внутренней и наружной винтовых поверхностей.
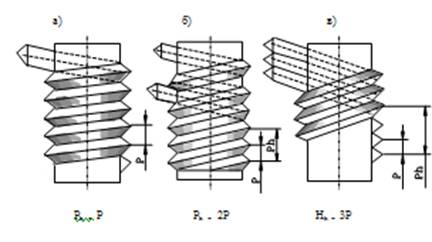
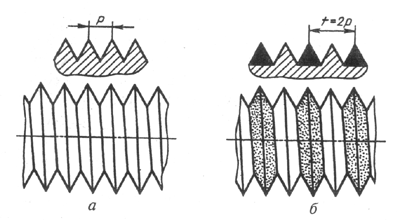
Рис. 3. Образование резьбы:
а) одним выступом - однозаходная;
б) двумя выступами - двухзаходная;
в) тремя выступами - трехзаходная.
Шаг резьбы Р - расстояние по линии, параллельной оси резьбы, между средними точками (на диаметрах d2 и D2) ближайших одноименных боковых сторон профиля резьбы (на рис.3 Р и Рh условно показаны на диаметрах d).
Ход резьбы Рh - расстояние по линии, параллельной оси резьбы, между исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной по винтовой линии на угол 360°.
Между шагом резьбы Р, ходом резьбы Рh и числом заходов n ![]() очевидно соотношение Ph = n х Р.
очевидно соотношение Ph = n х Р.
Основной профиль резьбы - общий для наружной и внутренней резьбы (рис.4) - линия, используемая при образовании винтовой поверхности (рис. 2 а, г). Основной профиль и его положение относительно оси определяется размерами: d, D, d1 , D1 , d2, D2, a, P, H и H1.
Исходный треугольник резьбы - его вершины получим, если боковые стороны основного профиля продлить до пересечения (рис.4). Высота исходного треугольника равна Н, основание Р, а угол при вершине a.
Номинальный профиль резьбы отличается от основного введением зазоров (рис. 5). Номинальный профиль винта (наружной резьбы) определяется размерами: d1, d2, d3, h3, H1 ; гайки (внутренней резьбы): D1, D2, D4, H1, H4.
Действительный профиль резьбы отличается от номинального допускаемыми отклонениями (допусками) диаметров (d, d2, D1, D2). На рис. 6 зоны возможного расположения действительных профилей заштрихованы. 6h, 6g - поля допусков диаметра d2 винта; 6Н, 6G - поля допусков диаметра D2 гайки.
Из рассмотренных геометрических параметров резьбы наибольшее значение имеют: угол профиля - a и угол подъема резьбы Y.
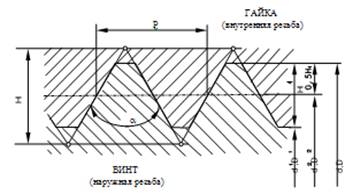
Рис. 4. Основной профиль резьбы
d (D) - номинальный диаметр резьбы винта (гайки);
d1 (D1) - внутренний диаметр резьбы винта (гайки);
d2 (D2) - средний диаметр резьбы винта (гайки);
Р - шаг езьбы; a - угол профиля;
Н1 - рабочая высота профиля;
Н - высота исходного треугольника резьбы.
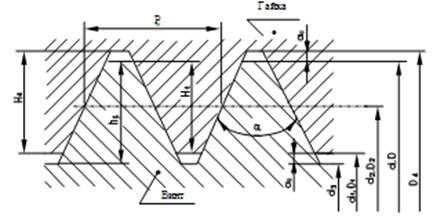
Рис. 5. Номинальный профиль
h3 (H4) - высота профиля винта (гайки)
![]()
![]() c - зазор (радиальный)
c - зазор (радиальный)
d3 (D4) - диаметр канавки винта (гайки)
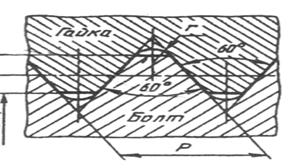
Чем больше a, тем ниже КПД резьбового соединения, что благоприятно для крепежных резьб (a = 60°, 55°) и не желательно для кинематических (ходовых) резьб (a = 30°; a = 30 °+ 3° = 33°). Наибольший КПД имеют прямоугольные резьбы (a = 0°), но, поскольку изготовление их сложнее и они менее прочны, прямоугольные резьбы не стандартизованы.
Чем больше угол подъема резьбы y, тем выше КПД резьбового соединения. Теоретически наиболее благоприятный угол y @ 40°. Из-за условий изготовления наиболее часто у кинематических резьб угол y не более 16°...20°.
У крепежных резьб понижают склонность к самоотвинчиванию уменьшением шага резьбы при данном диаметре d, тем самым уменьшая угол y. Обычно у крепежных резьб угол y не более 3° ... 4°.
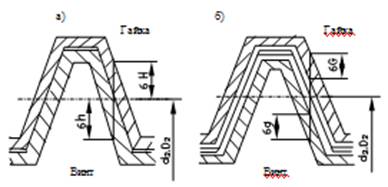
Рис. 6. Действительный профиль резьбы:
а) зазор в резьбе может быть равен нулю
б) резьба с гарантированным зазором
Похожие работы
... приведенных на рисунке 4. В обозначение резьбы входят слово Резьба и все необходимые размеры, и предельные отклонения, а также сведения о числе заходов, направлении резьбы. Условное изображение резьбы в сборе На разрезах резьбового соединения в изображении на плоскости, параллельной его оси в отверстии, показывают только ту часть резьбы, которая не закрыта резьбой стержня. Штриховку в ...
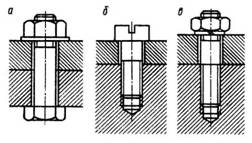
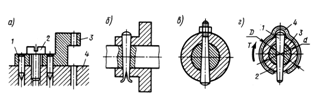
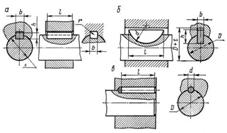
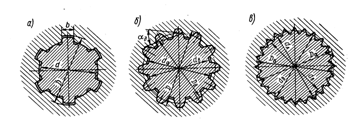
... пазах (выворачивание шпонки) и трудность обеспечения взаимозаменяемости, повышенные требования к точности изготовления, отсутствие фиксации деталей в осевом направлении. В приборостроении применяют в основном соединения призматическими (рис. 6, а), сегментными (рис. 6, б) и цилиндрическими (рис. 6, в) шпонками. Клиновые шпонки в точных механизмах не применяют. Конструкция и форма шпонки связаны с ...
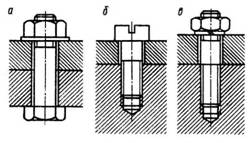
... выполнить сквозное отверстие и материал этой детали (с резьбой) не обладает высокими прочностными свойствами (пластмасса, алюминиевые, магниевые сплавы). Поэтому применение винта при частой разборке и сборке соединения из-за малой прочности резьбы не рекомендуется. Шпилька же ввинчивается в деталь с резьбой малой прочности только один раз – при сборке, при последующих разборках и сборках будет ...
... болта. Обычно назначают σ0 = (0,4?0,7) σT. Для того чтобы соединения работали в расчетных силовых условиях, необходимо контролировать затяжку соединений. 14. Соединения с натягом Соединение деталей машин с натягом - разностью посадочных размеров - осуществляют за счет их предварительной деформации. С помощью натяга соединяют обычно детали с цилиндрическими и реже коническими ...
0 комментариев