Навигация
Розрахунок режимів різання при обробці деталі "Шайба ступінчаста"
15835
знаков
1
таблица
6
изображений
Міністерство освіти і науки України
Житомирський державний технологічний університет
Кафедра ТМ і КТС
Група
Контрольна робота
з курсу „Теорія різання”
ТЕМА: «Розрахунок режимів різання при обробці деталі – Шайба ступінчаста»
Виконав:
Перевірив:
Житомир
1. Вибір деталі та методів обробки
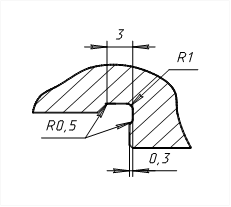
Обрана деталь (рис. 1) являє собою ступінчасту шайбу, виготовлену з сірого чавуну СЧ20, σв=196 МПа = 19,6 кг/мм2; НВ 170…241.
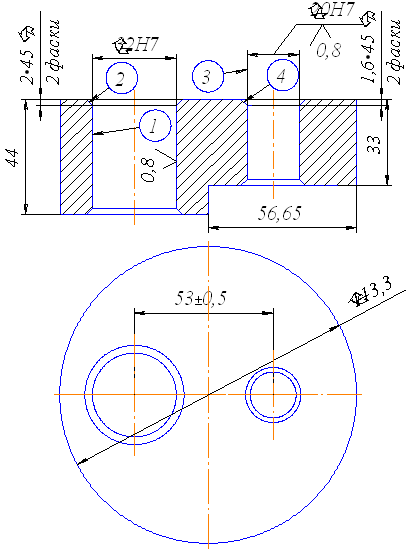
Рис. 1. Шайба ступінчаста. Ескіз
Для подальших розрахунків призначимо наступні методи обробки:
1) обточування діаметру ñ 113,3 мм (токарна операція);
2) фрезерування пазу 56,65 мм (фрезерна операція);
3) свердління отворів 1 і 3 (див. рис. 1) – (свердлильна операція);
4) зенкування фасок 2 і 4 (свердлильна операція);
5) зенкерування отворів 1 і 3 (свердлильна операція);
6) розвертання отворів 1 і 3 (свердлильна операція).
Для кожного виду обробки вибираємо різальні інструменти, керуючись рекомендаціями [1], виходячи із оброблюваного матеріалу та заданих початкових умов:
– для обточування діаметруñ 113,3 – токарний прохідний різець ГОСТ 18878–73 з пластинами з твердого сплаву ВК6 [с. 120, 1].
– для фрезерування пазу 56,65 мм – фреза торцева насадна ø125 ГОСТ 9473–80, матеріал твердосплавних пластин – ВК6, кількість зубів z =12, ширина B = 42 мм [табл. 94, с. 187, 1]; геометричні параметри фрези за ГОСТ 9473–80;
– для свердління отворів 1 і 3 – свердла ø18,5 і ø30 ГОСТ 10903–77 [табл. 42, с. 147, 1], матеріал – швидкорізальна сталь Р6М5;
– для зенкування фасок 2 і 4 – конічна зенковка ø22, матеріал – швидкорізальна сталь Р6М5;
– для зенкерування отворів 1 і 3 – зенкери ø19,9 і ø31,8 ГОСТ 12489–71, матеріал – швидкорізальна сталь Р6М5;
– для розвертання отворів 1 і 3 – розвертки ø20 і ø33 ГОСТ 1672–80, матеріал – швидкорізальна сталь Р6М5.
2. Виконання ескізів
Ескіз деталі наведений і п. 1 (рис. 1).
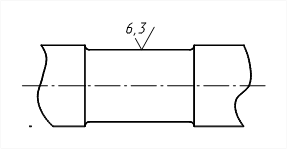
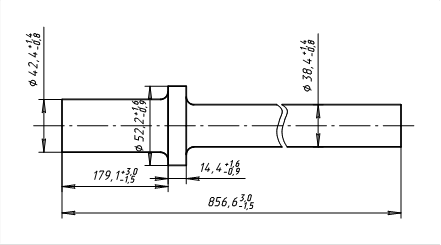
Ескізи різальних інструментів (свердла та торцевої фрези) подано на рис. 2 і 3.
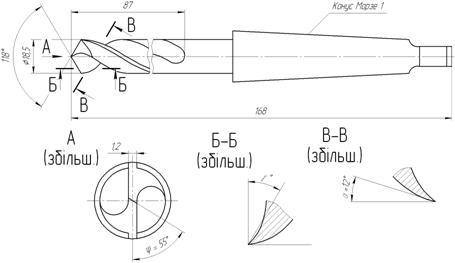
Рис. 2. Свердло ø18,5. Ескіз.
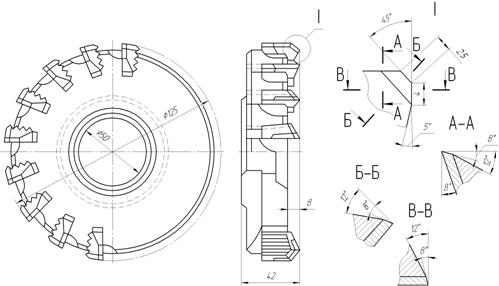
Рис. 3. Торцева фреза. Ескіз.
3. Розрахунок режимів різання
Для токарної та фрезерної операції визначимо режими різання розрахунково-аналітичним способом, а для свердлильної – табличним способом.
3.1 Розрахунок режимів різання розрахунково-аналітичним методом
Токарна операція
Оскільки точність поверхні ñ 113,3 після обробки не задана, приймемо для даної поверхні – чорнове точіння. Верстат 16К20. Призначимо глибину різання t = 1 мм. Розрахунок режиму різання будемо вести у такій послідовності:
1. Для чорнового точіння за [табл. 11, с.266, 1] при заданому діаметрі обробки –133,3 мм та глибині різання 1 мм рекомендується подача S = 0,3...0,4 мм/об.
Приймаємо подачу за паспортом верстата S = 0,35 мм/об.
2. Швидкості різання визначатимемо за формулами теорії різання, згідно [п. 3, с.265, 1]:
![]() .
.
Період стійкості приймемо Т = 30 хв за [с.268, 1].
Значення коефіцієнтів та показників степені знаходимо за [табл. 17, с.270, 1]:
![]() .
.
Швидкісний коефіцієнт: ![]() .
.
В цій формулі:
За [табл. 1, с. 261, 1]: ![]() ,
,
За [табл. 5, с. 263, 1]: ![]() ;
;
За [табл. 6, с. 263, 1]:![]() .
.
Отже, загальний швидкісний коефіцієнт: ![]() .
.
Таким чином швидкість різання:
![]() (м/хв);
(м/хв);
3. Розрахункова частота обертання шпинделя визначається за наступною формулою: ![]() , розраховане значення уточнюємо за паспортом верстата:
, розраховане значення уточнюємо за паспортом верстата:
![]() (об/хв);
(об/хв); ![]() об/хв;
об/хв;
4. Уточнюємо значення швидкості різання: ![]() .
.
![]() (м/хв).
(м/хв).
5. Визначаємо сили різання при обробці:
Величини тангенційної PZ, радіальної PYі осьової PX складових сили різання визначаються за формулою:
![]() .
.
За [табл. 22, с. 274, 1] знаходимо коефіцієнти для визначення складових сили різання:
![]() ;
;
![]() ;
;
![]() .
.
Поправочний коефіцієнт на силу різання являє собою добуток наступних коефіцієнтів:
![]() .
.
За [табл.9, с.264 і табл.23, с.275, 1] визначаються поправочні коефіцієнти для складових сили різання в залежності від:
- механічних властивостей матеріалу, що оброблюється:
![]() ;
;
Поправочні коефіцієнти що враховують вплив геометричних параметрів:
- головного кута в плані:
КРφХ = 1; КРφУ =1; КРφZ =1;
- переднього кута:
КРγХ = КРγУ = КРγZ =1,0;
- кута нахилу різальної кромки:
КРλХ = 1; КРλУ = 1; КРλZ = 1.
Складові сили різання:
![]() (Н);
(Н);
![]() (Н);
(Н);
![]() (Н);
(Н);
6. Потужність різання розраховують за формулою:
![]() :
:
![]() (кВт);
(кВт);
7. Визначення основного часу:
Основний технологічний час на перехід, підраховується за формулою згідно [р. ІІ , с. 55, 4]:
![]() ,
,
де l – довжина оброблюваної поверхні (за кресленням) = 44 мм;
l1 – величина на врізання і перебіг інструменту, що визначається за [4].
![]() (хв);
(хв);
Фрезерна операція
Оскільки точність поверхні 56,6 мм після обробки не задана, приймемо для даної поверхні – чорнове фрезерування. Верстат 6Р12. Призначимо глибину різання t = 1 мм.
Розрахунок режиму різання будемо вести у такій послідовності:
1. Визначаємо подачу:
Приймаємо подачу на зуб фрези sz в межах 0,14...0,24 мм/зуб за [табл. 33, с. 283, 1] в залежності від потужності верстата (5...10 кВт), оброблюваного та оброблюючого матеріалів. Враховуючи примітку до [табл. 33, с. 283, 1], оскільки ширина фрезерування більша 30 мм, зменшуємо табличне значення подачі на 30%:
sz ≈ 0,1 мм/зуб.
Тоді подача на оберт складе:
![]() (мм/об).
(мм/об).
2. Визначимо швидкість різання (колову швидкість фрези):
![]() ,
,
де D = 125 мм – діаметр фрези;
B = 56,65 мм – ширина фрезерування;
z = 12 – кількість зубів інструменту.
Значення коефіцієнта СV та показників степенів в цій формулі визначаємо за [табл. 39, с. 288, 1] в залежності від типу фрези, виду операції, матеріалу ріжучої частини:
СV = 445, q = 0,2, x = 0,15, y = 0,35, u = 0,2, p = 0, m = 0,32.
Т = 180 хв – період стійкості фрези за [табл. 40, с. 290, 1], взалежності від її діаметру;
Загальний поправочний коефіцієнт на швидкість різання:
![]() ,
,
В цій формулі:
За [табл. 1, с. 261, 1] поправочний коефіцієнт, що враховує вплив фізико-механічних властивостей оброблюваного матеріалу на швидкість різання для сірого чавуну:
![]() ,
,
де ![]() – показник степені, що визначається за [табл. 2, с. 262, 1].
– показник степені, що визначається за [табл. 2, с. 262, 1].
За [табл. 5, с. 263, 1] визначаємо поправочний коефіцієнт, що враховує вплив стану поверхні заготовки на швидкість різання за: ![]() .
.
За [табл. 6, с. 263, 1] визначаємо поправочний коефіцієнт, що враховує вплив інструментального матеріалу на швидкість різання: ![]() .
.
Отже, розрахункова швидкість різання:
 (м/хв).
(м/хв).
3. Розрахункова частота обертання інструменту:
![]() (об/хв).
(об/хв).
4. Хвилинна подача:
![]() (мм/хв)
(мм/хв)
5. Узгодимо за паспортними даними верстата і остаточно приймемо фактичну частоту обертання: ![]() (об/хв).
(об/хв).
Тоді фактична хвилинна подача: ![]() (мм/хв).
(мм/хв).
Уточнимо значення швидкості різання:
![]() (м/хв).
(м/хв).
6. Визначимо значення складових сили різання:
Знайдемо значення головної складової сили різання (при фрезеруванні – колова сила):
![]() .
.
Значення коефіцієнта Ср та показників степенів в цій формулі визначаємо за [табл. 41, с. 291, 1] в залежності від типу фрези, оброблюваного і оброблюючого матеріалів:
Ср = 54,5, q = 1,0, x = 0,9, y = 0,74, u = 1,0, w= 0.
Поправочний коефіцієнт на якість оброблюваного матеріалу знаходимо в [табл. 9, с. 264, 1]: ![]() .
.
Отже, колова сила дорівнює:
![]() (Н).
(Н).
Величини решти складових сили різання визначаємо із їх співвідношення з головною складовою – коловою силою за [табл. 42, с. 292, 1]:
Горизонтальна сила (сила подачі): ![]() (Н).
(Н).
Вертикальна сила: ![]() (Н).
(Н).
Радіальна сила: ![]() (Н).
(Н).
Осьова сила: ![]() (Н).
(Н).
7. Визначимо крутний момент на шпинделі:
![]() (Н∙м).
(Н∙м).
8. Ефективна потужність різання:
![]() (кВт)
(кВт)
9. Основний технологічний час згідно [п. ІІ , с. 190, 4]:
![]() (хв),
(хв),
де L – довжина шляху, що проходить інструмент в напрямку подачі;
l – довжина оброблюваної поверхні (за кресленням) = 113,3 мм;
l1 – величина на врізання і перебіг інструменту, що визначається за [дод. 4, арк. 6, с. 378, 4] в залежності від типу фрези (торцева), схеми її установки (несиметрична) й ширини фрезерування (за кресленням = 56,65 мм);
sхв – хвилинна подача фрези, визначена раніше;
Похожие работы





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
... . Варять не більше 20 хв. М'ясний порошок — однорідна маса, отримана подрібненням сухого м'яса, колір світло-коричневий. Варять не більше 5 хв. Волога в порошку не більше 10%, упаковка герметична. ЛЕКЦІЯ ПО ТОВАРОЗНАВСТВУ РИБИ 1.Характеристика сімейств риб Промислові риби класифікують по декількох ознаках. По способу і місцю життя риби ділять на морських, прісноводих, напівпрохідні і прох ...
0 комментариев