Навигация
Стислі відомості про інструментальні матеріали
15835
знаков
1
таблица
6
изображений
4. Стислі відомості про інструментальні матеріали
Матеріал інструментів на свердлувальній операції (зенкерів, свердел, розверток, зенковки) – швидкорізальна сталь Р6М5.
Основні відомості щодо матеріалу свердла для обробки отворів визначимо згідно [с. 48, п. 3.4., 5].
Основним легуючим елементом швидкорізальних сталей є вольфрам (Р), який взаємодіє з вуглецем, завдяки чому сталь набуває високої твердості, температуро- і зносостійкості. Окрім того, сталь містить молібден (М), який є хімічним аналогом вольфраму. Легування молібденом сприяє підвищенню теплопровідності сталі. Вольфрамо-молібденові сталі більш пластичні і куються краще, ніж вольфрамові, мають нижчий бал карбідної неоднорідності.
До хімічного складу сталі Р6М5 входить 6% вольфраму (W) та 5% молібдену (Mo).
Сталь Р6М5 доцільно застосовувати при виготовленні інструментів, що використовуються при невеликих швидкостях різання, але з великими перерізами шару, що зрізається, тобто при важкому силовому режимі. Внаслідок високої пластичності сталь придатна для виготовлення інструментів методами пластичного деформування.
Основні властивості сталі Р6М5:
- твердість: 62...64 HRC;
- теплостійкість, θ: 620°С;
- границя міцності на згин, σзг: 2900...3100 МПа;
- швидкості різання, v: 25...35 м/хв.
Матеріал твердосплавних пластин торцевої фрези та прохідногоо різця – вольфрамовий (однокарбідний) твердий сплав ВК6 [с. 50, п. 3.5., 5]. Основою твердого сплаву ВК6 є карбіди вольфраму (WC), що мають високу тугоплавкість і мікротвердість, їх зерна з’єднуються між собою кобальтом (Co). Чим більше в сплаві WC, тим вища твердість і теплостійкість і менша міцність сплаву. Твердий сплав ВК6 характеризується високою твердістю, теплостійкістю та швидкостями різання, проте має відносно низьку міцність на згин. Застосовується для чорнової і напівчистової обробки чавунів і кольорових сплавів.
Хімічний склад сплаву ВК6: 6% кобальту (Co), решта – 94% карбідів вольфраму (WC).
Основні властивості твердого сплаву ВК6:
- твердість: 87...90 HRА;
- теплостійкість, θ: 800...900 °С;
- границя міцності на згин, σзг: 1000...1200 МПа;
- швидкості різання, v: 90...300 м/хв.
5. Встановлення взаємозв’язку елементів режиму різання та параметрів перерізу шару, що зрізається
Точіння
На (рис. 4) зображені елементи різання при обточуванні заготовки прохідним різцем згідно [6]. Глибина різання рівна припуску на обробку на даному переході: t = 1 мм.
Подача на оберт заготовки встановлена у п.3. даної роботи і рівна S = 0,35 мм.
Товщина шару, що зрізається, рівна: ![]() (мм).
(мм).
Ширина шару, що зрізається: ![]() (мм).
(мм).
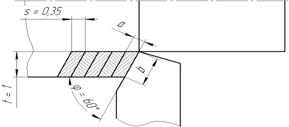
Рис. 4. Елементи різання при розточуванні
Торцеве фрезерування
а б
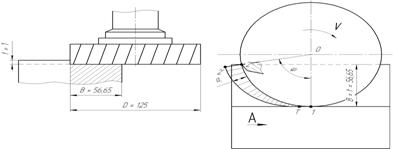
Рис. 5. Схеми зрізання припуску при торцевому фрезеруванні
На (рис. 5) зображені схеми зрізання припуску при фрезеруванні поверхні торцевою фрезою згідно [с. 228, 6]. На (рис 1, а) глибина різання t = 1 мм рівна припуску на обробку на заданому переході. В = 56,65 мм – ширина фрезерування (рівна ширині оброблюваного пазу). D = 125 мм – діаметр фрези.
Приймемо для нашого випадку симетричне фрезерування (рис. 5). Кут контакту торцевої фрези ![]() . Товщина шару, що зрізається, яка відповідає кожному значенню кута
. Товщина шару, що зрізається, яка відповідає кожному значенню кута ![]() визначається співвідношенням
визначається співвідношенням ![]() . Ширина шару, що зрізається для торцевих фрез рівна
. Ширина шару, що зрізається для торцевих фрез рівна ![]() , де
, де ![]() – кут нахилу ріжучої кромки,
– кут нахилу ріжучої кромки, ![]() – головний кут в плані ріжучої кромки зуба торцевої фрези.
– головний кут в плані ріжучої кромки зуба торцевої фрези.
Свердлильна операція
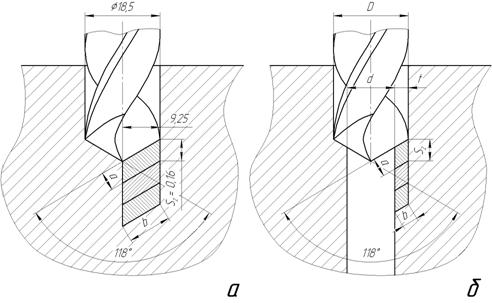
Рис. 6. Елементи різання при: а – свердлінні, б – розсвердлюванні (розвертанні, зенкеруванні)
При свердлуванні в суцільному матеріалі (рис. 6, а) глибина різання рівня половині оброблюваного діаметру (діаметру свердла):
![]() (мм).
(мм).
Щоб знайти подачу на зуб інструменту, слід розділити на кількість зубів знайдену в п. 3 подачу на оберт (кількість зубів для свердла –
2): ![]() (мм/зуб).
(мм/зуб).
Товщина шару, що зрізається, рівна:
![]() (мм).
(мм).
Ширина шару, що зрізається:
 (мм).
(мм).
При обробці попередньо обробленого отвору (розсвердлювання, зенкерування, розвертання) – рис. 6, б – глибина різання визначається так:
![]() (мм).
(мм).
Товщина шару і ширина шару, що зрізаються, визначаються аналогічно.
Література
1. Справочник технолога-машиностроителя. В 2-х т./ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – Т2 – 496 с.
2. Справочник технолога-машиностроителя. В 2-х т./ Под ред. А.Г. Косиловой и Р.К. Мещерякова. – 4-е изд., перераб. и доп. – М.: Машиностроение, 1985. – Т1 – 657 с.
3. Режимы резания металлов: Справочник / Под ред. Ю.В. Барановского. – М.: Машиностроение, 1972. – 364 с.
4. Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть І. Токарные, карусельные, токарно-револьверные, алмазно-расточные, сверлильные, строгальные, долбежные и фрезерные станки. Изд. 2-е, М: Машиностроение, 1974. – 406 с.
5. Виговський Г.М. Теорія різання: Навч. посібн. – Житомир: ЖДТУ, 2006. – 250 с.
6. Грановский Г.И., Грановский В.Г. Резание металлов: Учебн. для вузов. – М.: Высш. шк., 1985. – 304 с.
Похожие работы





... 8721; 5,82 7,98 Загальний номінальний припуск: (мм) - відповідно верхні відхилення заготовки та деталі Номінальний діаметр заготовки: (мм) Перевірка правильності розрахунків: Можна судити про правильність виконання розрахунків. 2.4 Розробка технологічного процесу Всі заповнені відповідні технологічні карти приведені в додатку до курсового проекту. 2.5 ...
... жорстких умовах і забезпечення її функціонального призначення й надійної роботи потрібна висока точність і якість виконавчих поверхонь. 2. Аналіз технічних вимог і визначення технічних завдань при виготовленні деталі Кількість видів і розрізів досить для повного подання про конструкцію деталі. На кресленні не зазначені квалітети й відхилення лінійних розмірів. Позначення видів, розрізів і ...
... . Варять не більше 20 хв. М'ясний порошок — однорідна маса, отримана подрібненням сухого м'яса, колір світло-коричневий. Варять не більше 5 хв. Волога в порошку не більше 10%, упаковка герметична. ЛЕКЦІЯ ПО ТОВАРОЗНАВСТВУ РИБИ 1.Характеристика сімейств риб Промислові риби класифікують по декількох ознаках. По способу і місцю життя риби ділять на морських, прісноводих, напівпрохідні і прох ...
0 комментариев