Навигация
Система инструментального обеспечения автоматизированного производства
10910
знаков
0
таблиц
6
изображений
Рефрат
СИСТЕМЫ ИНСТРУМЕНТАЛЬНОГО ОБЕСПЕЧЕНИЯ АВТОМАТИЗИРОВАННОГО ПРОИЗВОДСТВА
1. Инструмент для токарных станков с числовым программным управлением (ЧПУ)
Станки с ЧПУ, встраиваемые в ГПС, поставляются с расширенными комштекхами режущих и вспомогательных инструментов, выбор которых определяется видом и типоразмерами обрабатываемых на станках изделий.
Набор режущего и вспомогательного инструмента, соответствующий технической характеристике определенных моделей станков с ЧПУ, образует технологический комплект.
Для обработки наружных основных поверхностей с прямыми уступами используют резцы подходные подрезные ((р = 95° и (р ] = 5°) и контурные резцы для чистовой ((р = 93° и (р i = 32°) обработки, для контурной обработки — контурные (ср = 63° и (р j = 62°) резцы (табл. 1).
Для обработки наружных дополнительных поверхностей используют канавочные угловые резцы, прорезные, канавочные торцевые, резьбовые (е = 60°; 55°) и отрезные резцы (табл. 2).
Для обработки внутренних основных поверхностей используют расточные проходные резцы (д> = 95° и (р i - 5°) для черновой обработки и расточные контурные резцы (ср = 93° и (р 1 = 32°) для чистовой обработки.
Для обработки внутренних дополнительных поверхностей применяют канавочные резцы, прорезные резцы и резьбовые с углом при вершине е = 600; 550 (для метрических и дюймовых резьб).
На токарных станках с ЧПУ с револьверными головками режущий инструмент крепят либо непосредственно в револьверной головке (рис. 1, а), либо с помощью резцедержателей. Для этой цели применяются вспомогательные инструменты с цилиндрическим хвостовиком и базирующей призмой.
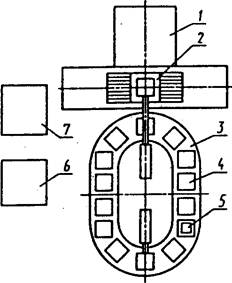
В подсистеме вспомогательного инструмента с цилиндрическим хвостовиком (рис. 1,6) соединение резцедержателей 1 с револьверной головкой обеспечиваю: цилиндрические хвостовики с прецизионной по шагу гребенкой (рис. 2, а) Зубья гребенки зацепляются с зубьями втулки 2, ось которой расположена под уши в плоскости, перпендикулярной к плоскости оси хвостовика державки. При завинчивании винта 3 зубцы втулки 2 закрепляют резцедержатель одновременно в осевом и радиальном направлениях.
В подсистеме вспомогательного инструмента с базирующей призмой (рис. 1), в соединение резцедержателей с револьверной головкой обеспечивается присоединительными элементами (рис. 2,6)
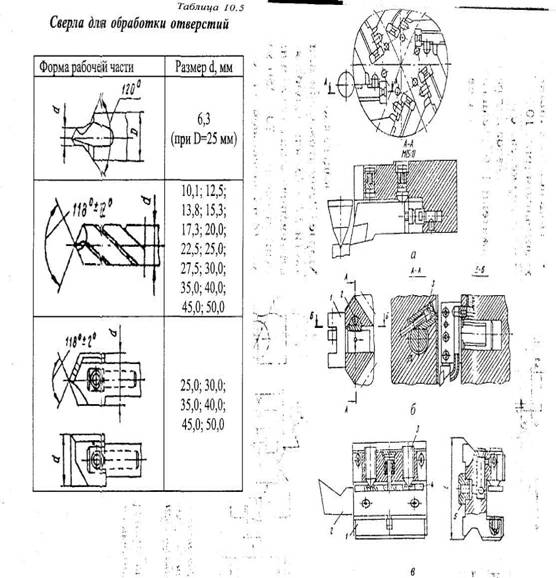
Рис. 1 Резцедержатели токарных станков с ЧПУ
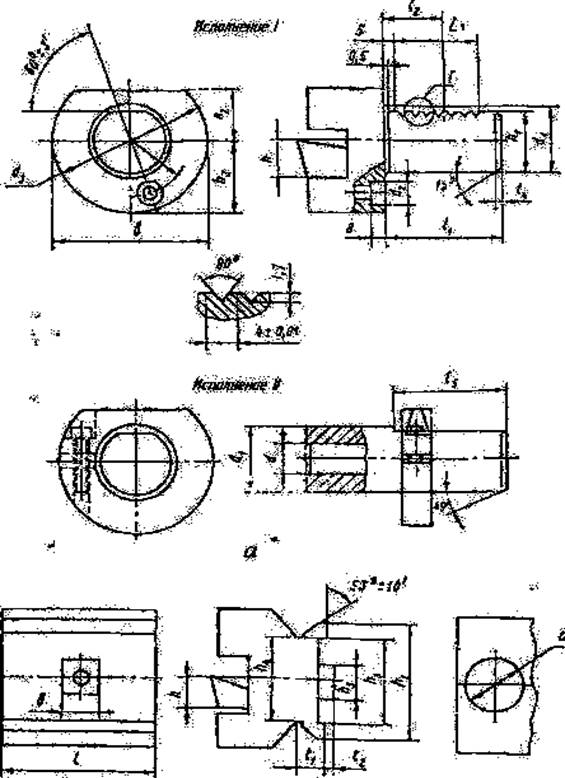
Рис. 2 Варианты исполнения резцедержателей а - с цилиндрическим хвостовиком, б – с базирующей призмой
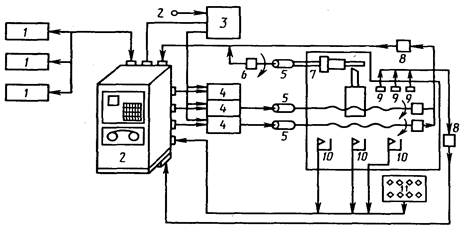
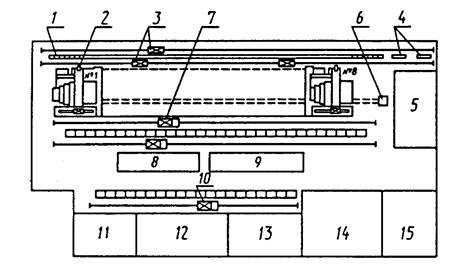
Подсистема с цилиндрическим хвостовиком (рис. 3, а) выключает резцедержатели с различным расположением пазов под резцы. Резцедержатели 1-9 предназначены дли закрепления резцов сечением от 16x16 мм до 40x40 мм. В переходной втулке 10 устанавливают режущий инструмент или переходной вспомогательный инструмент с хвостовиком 16.. .40 мм. Державки 11 предназначены для установки перовых сверл, переходная жесткая втулка U и патрон 13 с самоустанавливающейся втулкой — для режущего инструмента, имеющего хвостик с конусом Морзе.
Резцедержатели или борштанги 14 и 15 используются для растачивания резцами глубоких отверстий диаметром 70...250 мм. Патрон 16 предназначен для установки метчиков Мб. ..МП. Переходная разжимная втулка 17 применяется дм крепления инструмента с цилиндрическим хвостовиком диаметром 8...32 мм, переходные втулки 18, 19 с диаметрами отверстий 36 мм 48 мм позволяют использовать н; станках токарной группы инструмент сверлильно-расточных и фрезерных станков. Подсистема вспомогательного инструмента с базирующей призмой (рис. 3, б включает двусторонний резцедержатель 1, резцедержатель 2 с открытым перпендикулярным пазом, двухрезцовый резцедержатель 3, распределитель 4 охлаждающая жидкости, трехсторонний резцедержатель 5, держатель б для крепления инструмента с цилиндрическим хвостовиком диаметром 30...60 мм. Держатель 7 служит дл установки инструмента с цилиндрическим хвостовиком и отверстием, параллельны базовой поверхности, а держатель 8 выполнен с отверстием, перпендикулярным к базовой поверхности.
2. Инструмент для сверлильно-фрезерно-расточных станков с ЧПУ
Номенклатура режущего инструмента, применяемого для сверлильно-фрезерно-расточных станков с ЧПУ: центровочные сверла, сверла, зенкеры, развертки хвостовые, развертки насадные, зенковки (конические, цилиндрические), метчики, расточные резцы, пластины перовых сперл, фрезы 9концевые, шпоночные. Дисковые, трехсторонние, торцевые).
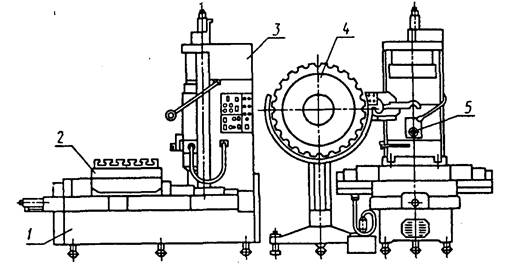
Для закрепления режущих инструментов применяется сборный вспомогательный инструмент, разделенный на элементы, соединяемые между собой поверхностями, обеспечивающими удобное и быстросменное крепление. Соединение режущего и вспомогательного инструмента осуществляется посредством цилиндрических и конических хвостовиков (конус Морзе), а вспомогательного инструмента со шпинделем — с помощью хвостовиков с конусностью 7:24. Номенклатура конусов 7:24 предусматривает следующие типоразмеры: 30,40,45,50, 55,60. Наибольшее применение находят хвостовики с конусом 40 и 50 (рис. 4).
Похожие работы
... mз=6 кг • Деталь изготавливается в условиях среднесерийного производства • Маршрут обработки: № операции Наименование операции Тш-к, мин 005 Фрезерная 4,2 010 Комбинированная 22,3 015 Комбинированная 020 Слесарная 025 Моечная 030 Контрольная 1. Сущность и структура гибкого автоматизированного механизма Гибкая автоматизированная линия (ГАЛ) – ...
... При оценке ОУ определяется степень приближения к наилучшим значениям конкретных показателей. Выделяют целый ряд показателей, характеризующих у или иную сторону организации производства · коэффициент использования производственной мощности; · коэффициент экстенсивного и интенсивного использования оборудования; · коэффициент сменности работы оборудования; · ...
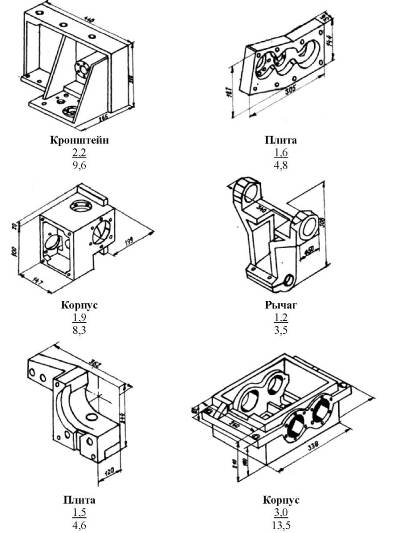
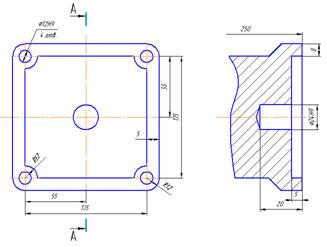
... (АСК), автоматизированная система удаления отходов производства (АСУОП), автоматизированная система технологической подготовки производства (АСТПП) и автоматизированная система управления производством (АСУП). 1. Исходные данные для проектирования Сведения о продукции: корпусные детали 75-ти наименований (рис. 1.1) с габаритными размерами от 100 до 400 мм из алюминиевых сплавов типа АЛ-9, ...
... разметочных, контрольных и других операций по технологическому потоку. Выбор структуры (компоновки) ГПМ механообработки в общем виде производится с учетом анализа деталей, подлежащих механической обработке; действующего ТП; основного технологического оборудования с учетом возможности его автоматизации; организационных видов производств (серийность, партионность, межстаночное транспортирование); ...
0 комментариев