Навигация
2. Анализ кинематики станка
Кинематическая схема состоит из следующих цепей:
вращения шпинделя – главное движение М1;
продольное перемещение суппорта: продольная подача (привод Z) М2;
поперечное перемещение суппорта: поперечная подача (привод X) М3;
вращение револьверной головки М4;
перемещение пиноли задней бабки (привод Z’) М5;
Кроме вышеперечисленных приводов на станке установлен привод насоса системы подачи СОЖ.
В составе привода главного движения используется асинхронный двигатель, а в приводе подач используются двигатели постоянного тока.
Токарный станок 16К20 имеет компоновку с горизонтальными направляющими. На станине располагается шпиндельная бабка с коробкой скоростей, револьверная головка и задняя бабка. Станок имеет три управляемые координаты: Z – перемещение суппорта вдоль оси шпинделя, Z’ – перемещение задней бабки, X – перемещение суппорта перпендикулярно оси шпинделя. Контроль перемещения по оси Z осуществляется при помощи конечных выключателей SQ1…SQ4, по оси X – SQ5…SQ8, по оси Z’ – SQ15, SQ16. На каждом ходовом винте установлен датчик типа ВЕ-178.
Привод главного движения станка выполнен на базе асинхронного двигателя АИР132S6 мощностью 5.5 кВт и восьмиступенчатой коробки скоростей, применяемой для расширения диапазона регулирования. Переключение передач коробки скоростей осуществляется включением электромагнитных муфт. Контроль за вращением шпинделя осуществляется при помощи датчика резьбонарезания типа ВЕ-178.
Приводы продольного и поперечного перемещения суппорта выполнены индивидуальными. В них использованы двигатели постоянного тока типа 4П0.
Смена инструмента револьверной головки на 6 инструментов происходит при помощи электродвигателя М4 следующим образом: револьверная головка поворачивается до заданной позиции с небольшим перебегом; и при по достижении одного из конечных выключателей SQ11…SQ16 включается реверс двигателя и происходит посадка в заданную позицию, нажатие SQ17 и отключение двигателя.
3.Функциональная схема СЧПУ
3.1 Описание УЧПУ «Электроника НЦ-31»
Аппаратно-программное исполнение систем этого поколения в значительной степени ориентировано на определенную группу станков. Таким специализированным УЧПУ является «Электроника НЦ-З1», предназначенная главным образом для токарной группы станков. Конструктивно устройство рассчитано на встройку в станок. Им оснащают токарные станки различных типоразмеров, в том числе встраиваемые в ГПС. В последнем случае УЧПУ оснащают дополнительным модулем. УЧПУ «Электроника НЦ-З1» обеспечивает контурное управление при следящем приводе подач и импульсных датчиках обратной связи.
Ввод программы может быть выполнен тремя способами: с клавиатуры УЧПУ, с кассеты электронной памяти и по каналу связи от ЭВМ верхнего ранга. Вычислительная часть УЧПУ «Электроника НЦ-31» состоит из процессора П1 (П2); ОЗУ (4К слов), адаптера магистрали и таймера. Базовое программное обеспечение заносится в ПЗУ на этапе изготовления УЧПУ. Модули УЧПУ взаимодействуют между собой с использованием магистрали типа «общая шина». Одновременно могут взаимодействовать только два из них, выполняя одну из двух функций: передачу управления магистралью или обмен информацией. В свою очередь, обмен информацией подразделяется на чтение и запись по нему. Ведомые модули (ОЗУ и контроллер привода) участвуют в обменах только после адресного вызова от одного из остальных ведущих модулей. Обмен информацией по магистрали осуществляется 16-разрядными словами. Объем адресного пространства, в котором возможны обмены по «Общей шине», равен 64К слов. Запросы на обмен информацией по магистрали возникают от ведущих модулей асинхронно и независимо. Предоставление магистрали одному из ведущих модулей, запросивших обмен, выполняется арбитром магистрали, входящим в состав процессора.
Кроме магистрали «общая шина» имеется дополнительный радиальный канал для связи модулей. Дополнительный канал, управляемый адаптером магистрали, увеличивает функциональную гибкость УЧПУ в целом и позволяет упростить аппаратную реализацию модулей. Адаптер магистрали реализует также функцию отсчета программно задаваемых интервалов времени (максимальная длительность задаваемого интервала 64К дискрет по 0,1 мс). Задание на отработку интервала времени поступает в адаптер от процессора и по окончании отработки сообщается процессору, вызывая его прерывание. При необходимости обмена информацией с пультом оператора или с одним из контроллеров инициатор обмена запрашивает разрешение захвата общей магистрали и после разрешения генерирует адрес ведомого устройства. Модуль адаптера преобразует этот адрес в сообщение по радиальному каналу на вызываемый ведомый модуль. Контроллер электроавтоматики (16 входов и выходов) обеспечивает электрическое согласование сигналов между УЧПУ и электрооборудованием станка, а также вызывает прерывание процессора при поступлении сигнала электроавтоматики. Обеспечена возможность адресного маскирования (запрета) прерывания процессора. Для организации прерываний могут быть использованы восемь входов. Все входы и выходы в УЧПУ «Электроника НЦ-31» так же, как и в других микропроцессорных системах управления, имеют оптронную развязку с электрическими цепями станка. Указанное число входов и выходов является достаточным лишь при несложных задачах управления электроавтоматикой. Для ГП-модулей предусматривается программируемый командо-аппарат, связанный по каналам электроавтоматики с УЧПУ. В УЧПУ «Электроника НЦ-З1 предусмотрено четыре входа от импульсных измерительных преобразователей. Один из входов используется для импульсного преобразователя электронного маховика ручного управления. В токарных станках, кроме импульсных преобразователей по координатам, устанавливается датчик на главном приводе для обеспечения режима резьбонарезания. Остальные импульсные преобразователи выполняют функцию датчиков обратной связи по пути (координаты X, Z). Программное обеспечение УЧПУ позволяет работать в режиме, обучения. В этом режиме при ручном управлении и работе от маховика параллельно с обработкой детали формируется управляющая программа для обработки последующих деталей в автоматическом режиме. Разбиение управляющей программы на кадры, включающие команды по адресам М, S, T также выполняется автоматически. Контроллер привода обеспечивает управление скоростью движения (подачи) по осям X, Z выполняя функцию преобразования двоичного кода скорости подачи в пропорциональный этому коду аналоговый сигнал (дискретность 5 мВ; диапазон ±10 В). Модуль пульта оператора обеспечивает взаимодействия оператора с УЧПУ. Элементы индикации позволяют индицировать: скорость подачи; номер и параметры кадра управляющей программы; информацию о состоянии УЧПУ. Клавиши панели пульта оператора обеспечивают ввод и отработку управляющей программы по шагам либо в автоматическом режиме. Модуль ОЗУ внешней памяти выполнен в виде кассеты электронной памяти. Он позволяет расширить объем оперативной памяти УЧПУ от 4К слов в модуле ОЗУ до 8К слов суммарного объема и выполнить ввод или вывод из УЧПУ отлаженных программ обработки. Кассета имеет аккумуляторный источник питания, обеспечивающий сохранение информации не менее 100 ч.В основном исполнении УЧПУ «Электроника НЦ-31» имеет специализированное программное обеспечение, ориентированное на выполнение функций токарной обработки. Обеспечивается выполнение развитых технологических циклов, оформленных в виде G-функций. К ним относятся циклы продольного и поперечного точения (G70, G71), многопроходной черновой обработки (G77, G78), глубокого сверления (G73, G72), нарезания торцовых и цилиндрических канавок (G74, G75), нарезания резьбы (G31, G33). В УЧПУ предусмотрена возможность параметрического задания подпрограмм циклов и выполнение команд условных переходов по внешнему сигналу. Основным способом коррекции инструмента является повторный выход в режим размерной привязки. В результате этой процедуры устройство автоматически формирует величины корректоров и запоминает их значения в области памяти корректоров. При этом дискретность величин корректоров соответствует дискретности измерительных преобразователей обратной связи по пути, а не дискретности задания размеров. Область памяти корректоров доступна по записи и чтению с пульта оператора.
Программное обеспечение УЧПУ «Электроника НЦ-31» предусматривает диагностику ошибок и после обнаружения их останавливает отработку управляющей программы. Диагностика превышения допустимых скоростей в определенном диапазоне носит предупредительный характер.
Структурная схема УЧПУ «Электроника НЦ-31»
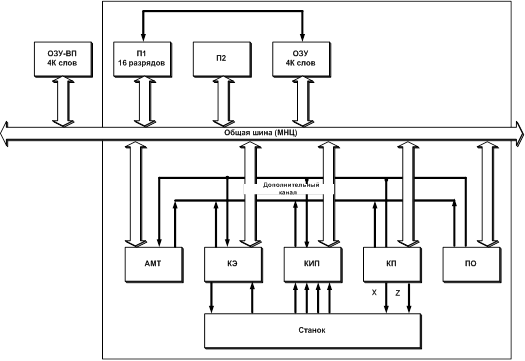
Рис.1. Структурная схема «Электроника НЦ-31»
Сокращения на схеме:
| МНЦ | магистраль (типа «общая шина») |
| П1, П2 | процессоры |
| ОЗУ | оперативное запоминающее устройство |
| АМТ | адаптер магистрали МНД и программируемый таймер |
| КЭ | контроллер электроавтоматики станка |
| КИП | контроллер импульсных преобразователей в код угла поворота по осям X,Z, штурвала и шпинделя станка |
| КП | контроллер привода по осям X,Y станка |
| ПО | пульт оператора |
| ОЗУ,ВП | внешняя оперативная память |
Похожие работы
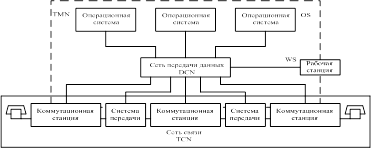
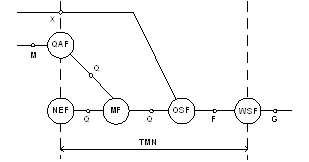
... Каждому элементу соответствует численный и символьный идентификатор. В имя переменной включается полный путь до нее от корневого элемента root. 3. Система мониторинга и администрирования 3.1 Системы управления технологическим сегментом магистральной цифровой сети связи ОАО «РЖД» РФ При построении современных цифровых сетей следует различать следующие сетевые уровни: уровень первичной ...
... и уровнемер - сигнализаторы (для дискретного контроля одного или нескольких фиксированных положений уровня). Уровнемер служат уровня датчиками в автоматических системах управления и регулирования технологических процессов. По принципу действия уровнемер для жидкостей разделяются на механические, гидростатические, электрические, акустические, радиоактивные. Простейший уровнемер – водомерное стекло ...
... решить только на основе широкого внедрения автоматики в производственные процессы и внедрить автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза. Создавать комплексно-автоматизированные производства, которые можно быстро и ...
... быть универсальными и легко реализуемыми в уже имеющейся АСУ ТП УПСА. 2 РАЗРАБОТКА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ СБОРА, ОБРАБОТКИ И ОТОБРАЖЕНИЯ ИНФОРМАЦИИ НА УПСА 2.1 Проверка достоверности и восстановления первичной информации на УПСА Работоспособность системы автоматизированного управления технологическими процессами зависит от совершенства подсистемы формирования исходной информации. ...
0 комментариев