Навигация
Реализация комплекса вспомогательных М-функций и Т-функций автоматической смены инструмента
21572
знака
2
таблицы
3
изображения
4.3 Реализация комплекса вспомогательных М-функций и Т-функций автоматической смены инструмента
Определим схему реализации комплекса заданных вспомогательных функций, начиная с выходного разъема СЧПУ, на котором реализуется М-функция и кончая конкретными исполнительными приводами.
Для однозначного определения реализации М-функций примем, что
М1 – включение двигателя M1 по часовой стрелке;
М2 – включение двигателя M1 против часовой стрелки;
М3 – выключение двигателя М1;
М4 – включение двигателя M4 по часовой стрелке;
М5 – включение двигателя M4 против часовой стрелки;
М6 – выключение двигателя М4;
М7 – включение двигателя привода подачи СОЖ;
М8 – отключение двигателя привода подачи СОЖ;
М9 – включение двигателя М5 для подвода задней бабки;
М10 – включение двигателя М5 для отвода задней бабки;
М11 – выключение двигателя М5.
Для реализации комплекса функций, начиная с М1 предполагая, что на выходах разъема М01, М02, М04, М08, М10, М20, М40, М80 установлены соответствующие реле KV01, KV02, KV03, KV04, KV05, KV06, KV07, KV08. Состояние контактов реле будем характеризовать некоторой функцией Хij, принимающей значение 1 – контакты замкнуты и 0 – контакты разомкнуты. Реле имеет, как нормально разомкнутые контакты Хij, так и нормально замкнутые ![]() .
.
Таким образом, для реализации функций М1…М5 необходимо реализовать зависимости:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Аналогично для Т-функции (Т12 … Т17 – включение инструментов № 1…6)
![]()
![]()
![]()
![]()
![]()
![]()
![]() На основании полученных зависимостей строится схема управления.
На основании полученных зависимостей строится схема управления.
Непременным условием решения задачи проектирования схем электроавтоматики станка является формирование сигнала “Готовность станка“. Сигнал “Готовность станка“ содержит информацию о подаче питания на исполнительные приводы.
На схеме электроавтоматики станка показано решение задачи формирования сигнала “Ответ М”. Сигнал “Ответ М” содержит информацию о выполнении М-функций реализованных в дешифраторе, и осуществляет переход к следующему этапу выполнения программы.
Выдача сигнала “Ответ М” происходит с задержкой, реализуемой посредством установки конденсаторов и резисторов. Задержка необходима для того чтобы после команды управления, реализованной по импульсному принципу, существующей на выходе в пределах 200-250 мс, появлялся сигнал “Ответ М”.
Аналогично строится и схема формирования сигнала «Ответ Т».
5. Разработка цикла позиционирования
5.1 Алгоритм цикла позиционирования
На каждом этапе приближения к точке позиционирования ![]() система формирует одно из возможных управлений U:
система формирует одно из возможных управлений U:
При ![]() = Х – Х0
= Х – Х0
![]() 0 при 0 < KN.
0 при 0 < KN. ![]() <
<![]() 1
1
U1 + K* 1 (KN. ![]() -
- ![]() 1) при
1) при ![]() 1 < KN.
1 < KN. ![]() <
< ![]() 2
2
U = KN U2 + K* 2 (KN. ![]() -
-![]() 12) при
12) при ![]() 2 < KN.
2 < KN. ![]() <
< ![]() 3
3
U31 + K* 3 (KN. ![]() -
- ![]() 3) при
3) при ![]() 3 < KN.
3 < KN. ![]() <
< ![]() 4
4
U4 при ![]() 4 < KN.
4 < KN. ![]()
для положительной области ![]() > 0 КN = 1, для отрицательной области
> 0 КN = 1, для отрицательной области
![]() <0 КN= -1.
<0 КN= -1.
U2=U1+K* 1 (KN ![]() 2 -
2 - ![]() 1),
1),
U3=U2+K* 2 (KN ![]() 3 -
3 - ![]() 2),
2),
U4=U3+K* 3 (KN![]() 4 -
4 - ![]() 3).
3).
При этом необходимо выбрать конкретные значения всех параметров. Зона нечувствительности %1, обеспечивающая отсечку различных флуктуаций, равна 1 дискрета. Скачок управления U1 равен 1…3 дискретам изменения выходного напряжения ЦАП для Д = 10000, U1 =1В.
Для однозначного определения управляющих воздействий примем U4 = 4 В, необходимо их представить в единицах дискрет ЦАП. d2, d3, d4 - определяются инерционностью привода и максимальной скоростью перемещения привода. Будем определять их по зависимости (2), учитывая в учебных целях, что Ki` = 10Ki; Ki – коэффициенты данные в задании на курсовой проект: К1=К2=К3=10 В/мм.
4=1+10(d2-d1) Þ d4=1,3
По полученным данным строим график цикла позиционирования (рис.2).
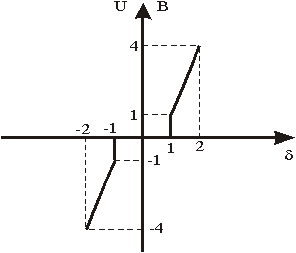
Рис. 2. График цикла позиционирования
5.2. Блок-схема алгоритма
Цикл начинается с расчета текущего значения ![]() . После определения знака
. После определения знака ![]() формируется значение коэффициента
формируется значение коэффициента ![]() . Далее проводится анализ выполнения условия
. Далее проводится анализ выполнения условия ![]() , на основании, которого формируется уравнения
, на основании, которого формируется уравнения
![]() .
.
После выполнения условия ![]() , включается подпрограмма формирования сигналов конца отработки кадра. На блок-схеме опущена подпрограмма задержки
, включается подпрограмма формирования сигналов конца отработки кадра. На блок-схеме опущена подпрограмма задержки ![]() перед формированием сигнала конца отработки кадра.
перед формированием сигнала конца отработки кадра.
![]()
![]()
![]()
![]()

Рис. 3. Блок-схема алгоритма
6. Заключение
В данном курсовом проекте был реализован общий подход к задачам проектирования СЧПУ металлорежущих станков, их разработки и эксплуатации.
Был произведен анализ кинематики станка и обоснован тип и число управляемых и контролируемых параметров, разработаны электрические принципиальные схемы подключения УЧПУ к станку и электроавтоматики станка, а также алгоритм позиционирования. При выполнении этого проекта были использованы знания и навыки, полученные при изучении дисциплин «Автоматизированный электропривод станков и промышленных роботов», «Электроника и микропроцессорная техника систем управления», «Теория автоматического управления », «Управление процессами и объектами в машиностроении».
Библиографический список
1. Косовский В.Л. Программное управление станками и промышленными роботами. – М: Высш. шк., 1986. -287 с.
2. Сосонкин В.Л. Микропроцессорные системы числового программного управления станками. – М.:Машиностроение, 1985. -288 с.
3. Станки с программным управлением и промышленные роботы. Локтеева С.Е. - М., 1986. - 320с.
4. Ратмиров В.А. Управление станками гибких производственных систем. - М., 1987. - 272с.
5. Конспект лекций по дисциплине «Управление техническими системами».
Похожие работы
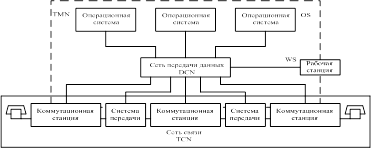
... Каждому элементу соответствует численный и символьный идентификатор. В имя переменной включается полный путь до нее от корневого элемента root. 3. Система мониторинга и администрирования 3.1 Системы управления технологическим сегментом магистральной цифровой сети связи ОАО «РЖД» РФ При построении современных цифровых сетей следует различать следующие сетевые уровни: уровень первичной ...
... и уровнемер - сигнализаторы (для дискретного контроля одного или нескольких фиксированных положений уровня). Уровнемер служат уровня датчиками в автоматических системах управления и регулирования технологических процессов. По принципу действия уровнемер для жидкостей разделяются на механические, гидростатические, электрические, акустические, радиоактивные. Простейший уровнемер – водомерное стекло ...
... решить только на основе широкого внедрения автоматики в производственные процессы и внедрить автоматизированные системы в различные сферы хозяйственной деятельности, и в первую очередь в проектирование, управление оборудованием и технологическими процессами. Поднять уровень автоматизации производства примерно в 2 раза. Создавать комплексно-автоматизированные производства, которые можно быстро и ...
... быть универсальными и легко реализуемыми в уже имеющейся АСУ ТП УПСА. 2 РАЗРАБОТКА АВТОМАТИЗИРОВАННОЙ СИСТЕМЫ СБОРА, ОБРАБОТКИ И ОТОБРАЖЕНИЯ ИНФОРМАЦИИ НА УПСА 2.1 Проверка достоверности и восстановления первичной информации на УПСА Работоспособность системы автоматизированного управления технологическими процессами зависит от совершенства подсистемы формирования исходной информации. ...
0 комментариев