Навигация
Конструктивные особенностей и условия работы восстанавливаемой детали № 214-1804106
26139
знаков
6
таблиц
23
изображения
1.1 Конструктивные особенностей и условия работы восстанавливаемой детали № 214-1804106
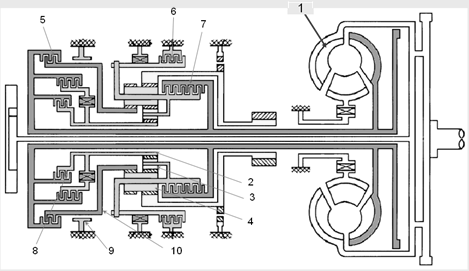
Рычаг блокировки дифференциала (промежуточный правый) раздаточной коробки входит в состав раздаточной коробки передач автомобиля КрАЗ-255Б. Раздаточная коробка передач применяется на автомобилях повышенной проходимости и служит для распределения крутящего момента между ведущими мостами. В раздаточной коробке возможно также изменение крутящего момента, подводимого к ведущим колесам, т.е. она может быть одновременно дополнительной короткой передач, увеличивающей число передач и диапазон изменения передаточных чисел в трансмиссии. Низшая передача в раздаточной коробке обеспечивает возможность устойчивого движения машины с небольшой скоростью. Раздаточная коробка, кроме того, должна обеспечивать удобство переключения передач, включение и выключение привода мостов и дифференциала. Раздаточная коробка состоит из ведущего, промежуточного и ведомого валов, вала привода переднего моста, шестерен, жестко закрепленных на валах, и зубчатой муфты включения переднего моста. Сущность рычага блокировки дифференциала состоит в том, что ведущий элемент (корпус) дифференциала в момент включения блокировки жестко соединяется с полуосевой шестерней. Для этого и предусмотрено специальное устройство. Рычаг блокировки дифференциала установлен на валике в кронштейне и тягами через задний переходной валик, рычаги-качалки связан с ползунами переключения передач, воздействующими на каретки включения высшей и низшей передач. Смазывание детали осуществляется с разбрызгиванием масла. Рычаг работает в условиях контактных нагрузок в сопровождении изгибающих усилий. Материал детали – сталь 35.
1.2 Технические условия на контроль и сортировку детали
После мойки и очистки, деталь поступает на контроль-сортировку. В зависимости от технического состояния все детали разделяются на три группы:
- годные детали;
- требуемые восстановления;
- негодные.
Годные детали отмечаются белой краской и отправляются на склад или прямо на сборку.
Детали, подлежащие восстановлению в дефективных местах окрашиваются зеленой краской и направляются в соответствующие цеха или отделения.
Негодные детали отмечаются красной краской и отправляются на склад негодных деталей для последующей сдачи на переплавку.
Контроль-сортировка деталей производится несколькими способами:
- внешним осмотром (наличие трещин, рисок, обломов, выкрошевания зубьев, шлица и повреждения резьбы);
- непосредственным измерением определяется искажением геометрической формы (овальность, конусность) и действительные размеры детали, которые сравниваются с размерами новой детали предельно допустимыми размерами согласно «техническим условиям». Для контроля валов и отверстий могут применяться предельные калибры и шаблоны. Прогиб вала определяют при помощи индикатора, закрепленного на стойке и опирающегося на шейку вала установленного в центрах. Результаты сортировки детали заносят в дефектовочную ведомость, на основании которой выписываются новые запасные части и наряды на производство ремонта детали. На основании дефектовочной ведомости определяется стоимость ремонта.
1.3  Дефекты и причины их возникновения
Дефекты и причины их возникновения
1) Трещины или обломы. Способом установления дефекта является наружный осмотр детали. Разрушительными факторами являются контактные нагрузки. Деталь не подлежит ремонту, т.е. ее бракуют.
2) Износ отверстия под палец. Способ установления дефекта и контрольный инструмент – штангенциркуль. Предельно допустимый размер без ремонта
12,4 мм. способ восстановления дефекта – заварить.
3) Износ шпоночного паза, применяются шаблоны. При этом дефекте – деталь обрабатывают под категорийный ремонтный размер.
4)  Деформация ушков отверстия под валик. Предельно допустимый размер без ремонта – 1,5 мм. фрезеруют паз
Деформация ушков отверстия под валик. Предельно допустимый размер без ремонта – 1,5 мм. фрезеруют паз
Дефекты возникают вследствие неправильной эксплуатации, тяжелых нагрузок, в сопровождении изгибающих усилий.
1.4 Обоснование выбора рационального способа восстановления детали
Перед разработкой технологического процесса восстановления детали необходимо обосновать способ восстановления, наиболее рациональный для каждого дефекта. При выборе способа необходимо учитывать следующие факторы:
- размеры;
- форму и точность обработки детали;
- материал и термическую обработку;
- значение и характер износа восстанавливаемых поверхностей;
- условия эксплуатации;
- технические и производственные возможности ремонтного предприятия;
- затраты на восстановление. Окончательный выбор способа на восстановление проводится по итогам технико-экономического критерия, который связывает долговечность детали с затратами на ее восстановление и в общем виде выражается соотношением
Св < Кд*Сн
где Св Сн – стоимость восстановленной детали;
Кд –коэффициент долговечности восстановленной детали.
Выбираем разработку технологического процесса восстановления изношенного дефекта №2.
Для устранения дефекта №2 можно применить следующие способы:
1) Рассверлить отверстие увеличенного (ремонтного) размера.
2) Заварить отверстие.
3) Сверление нужного диаметра, начального.
 На основании критерия долговечности Кд [5с, 281] и техническо-экономической эффективности Кэ [1с, 85], выбираем способ восстановления детали.
На основании критерия долговечности Кд [5с, 281] и техническо-экономической эффективности Кэ [1с, 85], выбираем способ восстановления детали.
Похожие работы

... . По бренду KIA присвоен статус официального дилера, был выдан официальный сертификат дилера KIA Motors. Кроме того, во время визита корейской делегации "Автотехцентр-сервис" неофициально был назван одним из лучших предприятий, представляющих автомобильный бренд KIA в России. В марте 2006 г. Автотехцентр был официально объявлен победителем тендера на звание дилера корейской компании Ssang Yong , ...

... . Однако из-за огромной разницы в цене и необязательности для среднего автосервиса наличия возможностей дилерского прибора, мультимарочные сканеры надежно заняли свою нишу на рынке диагностического оборудования. Универсальные мультимарочные сканеры. Сканеры, поставляемые на рынок универсальных ремонтных предприятий, как правило, обеспечивают считывание и стирание кодов ошибок, вывод цифровых ...
... заслонки. д) Подсоединить шланги вентиляции картера и вакуумный шланг. е) Подсоединить трос системы поддержания скорости. ж) Установите воздуховод с переходником. 3.Техническое обслуживание трансмиссии 3.1 Проверка рабочей жидкости в АКПП Автомобиль должен совершить пробег для достижения нормальной рабочей температуры 70 - 80°С рабочей жидкости. 1. Установить автомобиль на ровной ...
... положительно сказалось на производительности труда. Далее необходимо провести анализ, чтобы выяснить причину увеличения себестоимости. ГЛАВА 2. КОМПЛЕКСНЫЙ АНАЛИЗ ИТОГОВ ДЕЯТЕЛЬНОСТИ И СОСТОЯНИЯ ПРЕДПРИЯТИЯ Целью проведения анализа финансового состояния предприятия является изучение эффективности ведения бизнеса и выявление внутрифирменных резервов. Основными задачами анализа являются: ...
0 комментариев