Навигация
Качественные критерии оценки технологичности
46754
знака
4
таблицы
8
изображений
3. Качественные критерии оценки технологичности.
материал детали – Л 63 ТУ 05747991.26-01.
Механические свойства:
|
|
|
|
| ап, КДж/м2 |
| 350-440 | 40-50 | 66 | 108 | 137 |
Базирование и закрепление с точки зрения технологичности:
- на токарной операции деталь закрепляется в трех кулачковом патроне:
а) для растачивания отверстия за наружною поверхность.
б) для точения наружной поверхности за отверстие.
- при фрезеровании деталь закрепляется прихватами за наружную поверхность.
Деталь имеет отношение l/D![]() 1, что обеспечивает достаточную жесткость при закреплении и обработки без специального приспособления.
1, что обеспечивает достаточную жесткость при закреплении и обработки без специального приспособления.
Простановка размеров:
Простановка размеров выполнена грамотно, в соответствии с ГОСТом, что обеспечивает легкое чтение чертежа, свободное выполнение и контроль размеров в процессе механической обработки.
|
| - допуск параллельности терцев составляет 0,03 мм, достигается точением. |
|
| - позиционный допуск на отверстие Ø 8Н7 (+0,05), достигается точением. |
|
| - допуск радиального биения торца относительно Ø 330h7, достигается точением. |
|
| - плоскость торца 0,02 мм, достигается точением. |

Конструктивные элементы:
Не технологичным элементом на данной детали является:
- лопатки;
- разность между наружным и внутренним диаметрами;
- резьбовые отверстия М 8-6Н;
- фаски.
Характеристика поверхностей детали
| Наименование поверхности | Количество | Параметр шероховатости Ra | Квалитет точности |
| Наружная цилиндрическая поверхность Æ 330: | 1 | 7 | 6,3 |
| Внутренняя цилиндрическая поверхность Æ 285: Æ 285,98: | 1 1 | 14 14 | 6,3 6,3 |
| Торцы: l28,5: l5,53: | 2 1 | 9 9 | 1,6 3,2 |
| Разные: - фаски: 2х15о: 3х30о: 1,6х45о: | 1 1 6 | 14 14 14 | 6,3 6,3 6,3 |
| - лопатки | 29 | 14 | 3,2 |
| - отверстия: Æ 8: М8: | 3 1 | 6 7 | 3,2 1,6 |
3. Анализ механической обработки заводского технологического процесса
005 Литейная
010 Термическая
015 Токарно-винторезная
Операция выполняется на станке модели 163. Операция состоит из 2-х установов.
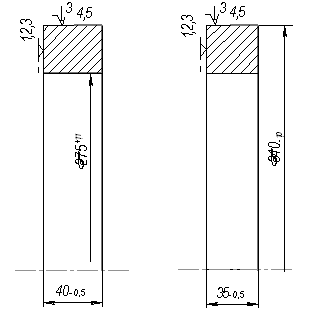
I – Деталь базируется по торцу и наружной цилиндрической поверхности d350,2 мм, закрепляется в 3-х кулачковый патрон ГОСТ 2675-*. На этой операции предварительно обрабатывается торец в размер l40-0,5 мм и растачивается отверстие D275+1,1 мм.
II – Деталь базируется по торцу и внутренней цилиндрической поверхности D275 мм, закрепляется в 3-х кулачковый патрон ГОСТ 2675-*. На этой операции предварительно обрабатывается торец в размер l35-0,5 мм и наружная цилиндрическая поверхность d340-1,0 мм.
Режущий инструмент:
1) проходной – PSAGL2525M10H2 ВК 4 ГОСТ 20812-80.
2) расточной – S40YHNTCL10H2 ВК 4 ГОСТ 18874-72.
015к Контроль на рабочем месте
Похожие работы
... имитируемых эксплуатационных условиях и должны обеспечивать проведение всех видов и категорий контрольных и ресурсных испытаний, предусматриваемых общими техническими условиями (ОТУ) для серийного производства, а также после их ремонта. Испытательные стенды авиационных опытных ГТД, их систем и сборочных единиц (в составе ГТД) предназначены для проведения испытаний, исследований и доводки опытных ...
... обтекании самой модели, поэтому для компенсации этих потерь сверхзвуковые А. т. имеют многоступенчатые компрессоры и более мощные силовые установки, чем дозвуковые А. т. 3.3. Аэродинамические трубы для болидов Формулы 1. Для нужд автомобильной промышленности в основном используются дозвуковые АТ замкнутого (геттингенского) типа с обратным воздушным потоком. Такие трубы благодаря замкнутому ...
0 комментариев