Навигация
020 Контроль ОТК
025 Токарно-винторезная.
Операция выполняется на станке модели 163. На данной операции деталь закрепляется в 3-х кулачковый патрон ГОСТ 2675-*. Операция состоит из 2-х установов.
I – Базируется деталь по торцу и наружной цилиндрической поверхности d340 мм. На этой операции подрезается торец в размер l33-0,5 мм, точится наружный диаметр с размерами d 325-1,0 мм х l6,6 мм, растачивается внутренний перепад диаметров D284+1,0 мм х l6,6 мм; D281+1,0 мм х l21,4-0,5 мм.
Режущий инструмент:
1) проходной – PNGCL2525H10H2 ВК 3 ГОСТ 17352-*.
2) расточной – S40YHNTCL10H2 ВК 3 ГОСТ 18874-72.
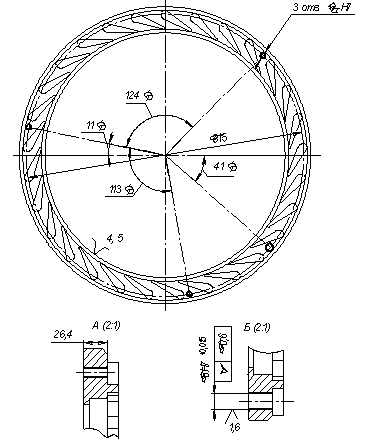
II – Базируется деталь по торцу и наружной цилиндрической поверхности d325 мм. На этой операции обрабатывается наружная цилиндрическая поверхность на размер d 338h8мм х l26,4 мм, точится фаска 1х45о.
Режущий инструмент:
проходной – PNGCL2525H10H2 ВК 3 ГОСТ 17352-*.

025к Контроль на рабочем месте
030 Контроль ОТК
035 Фрезерная с ЧПУ (М240)
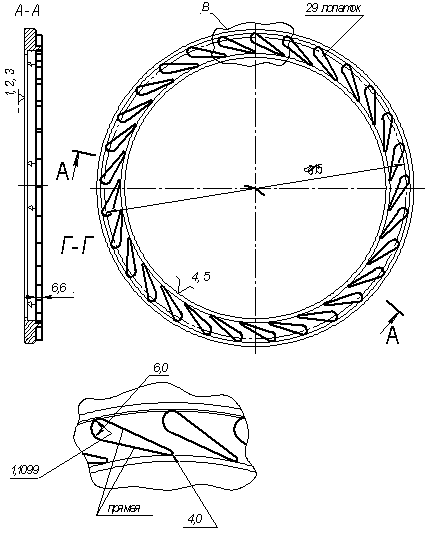
Деталь базируется по торцу и закрепляется прихватами. На данной операции происходит обработка 29 лопаток выдерживая глубину 6,6 мм.
Режущий инструмент:
1) Фреза концевая d 5,5 мм;
035к Контроль на рабочем месте
040 Слесарная
045 Контроль ОТК
050 Сверлильная
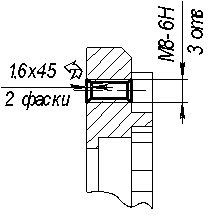
Деталь базируется по торцу и закрепляется прихватами. На данной операции сверлится 3 отв. D6-6Н мм и 1 отв. D 8 Н7 мм.
Режущий инструмент:
1) Сверло центровочное d 2 мм ГОСТ 14595-*;
2) Сверло спиральное d 8 мм ГОСТ 886-*;
3) Сверло спиральное d 6 мм ГОСТ 4010-*;
050к Контроль на рабочем месте
055 Контроль ОТК
060 Токарно-винторезная
Операция выполняется на станке модели 163. Операция состоит из 2-х установов.
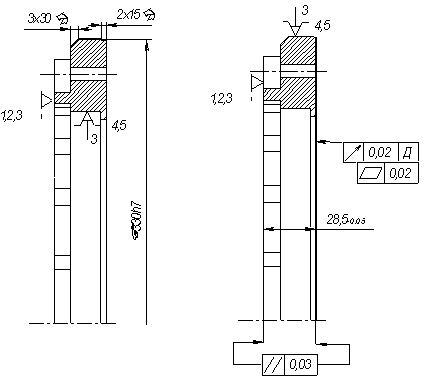
I – Деталь базируется по торцу и внутренней цилиндрической поверхности D285 мм, закрепляется в 3-х кулачковый патрон ГОСТ 2675-*. На этой операции обрабатывается наружная цилиндрическая поверхность d330 мм и точится фаска 2х15о и 3х30о.
Режущий инструмент:
1) проходной – PSAGL2525M10H2 ВК 3 ГОСТ 20812-80.
II – Деталь базируется по торцу и внутренней цилиндрической поверхности d 330 h7 мм, закрепляется в 3-х кулачковый патрон ГОСТ 2675-*. На этой операции обрабатывается торец на размер l28,5 мм.
Режущий инструмент:
проходной – PSAGL2525M10H2 ВК 3М ГОСТ 20812-80.
060к Контроль на рабочем месте
065 Контроль ОТК
070 Плоско-шлифовальная
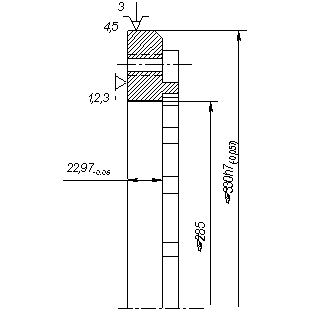
Операция выполняется на станке мод. 372 Б за один установ. Деталь базируется по торцу и по 3 отв. в специальном приспособлении. Шлифовать по лопаткам выдержав размер 5,53-0,03 мм.
Режущий инструмент:
1) Шлифовальный круг – 2А50СМ2К-5ПП 450х50х305.

075 Моечная
080 Контроль ОТК
085 Сверлильная
Деталь базируется по торцу и закрепляется прихватами. На данной операции происходит нарезание резьбы 3 отв. М8-6Н мм.
Режущий инструмент:
1) Машинный метчик М8-6Н ГОСТ 3266-*.
085к Контроль на рабочем месте
090 Контроль ОТК
095 Токарно-винторезная
Операция выполняется на станке модели 163. Операция состоит из 1-го установа.
Деталь базируется по торцу и наружной цилиндрической поверхности d330 мм, закрепляется в 3-х кулачковый патрон ГОСТ 2675-*. На этой операции растачивается отверстие D285 мм х l22,97 мм.
Режущий инструмент:
1) расточной – S40YHNTCL10H2 ВК 3 ГОСТ 18874-72.
095к Контроль на рабочем месте
100 Контроль ОТК
4. История развития государственного предприятия «Сумский экспертно-технический центр Госнадзорохрантруда»
Государственное предприятие Сумский экспертно-технический центр Госнадзорохрантруда образовано на базе Сумского филиала Восточного ЭТЦ согласно приказа Госнадзорохрантруда от 29.09.1998г. №191. В структуре Восточного ЭТЦ Сумский филиал существовал с декабря 1993г.
Предприятие создано с целью проведения работ и предоставления услуг по вопросам охраны труда и безопасности предприятий, производственных объектов и оборудования. Основной вид деятельности предприятия - экспертиза проектной документации на строительство (реконструкцию, техническое переоснащение) производственных объектов, а также оценка машин оборудования и других средств производства, средств коллективной и индивидуальной защиты работающих, новых технологий на их соответствие нормативным актам об охране труда.
На сегодня это предприятие прочно вкоренилось в государственном звене технической экспертизы, так как его руководству удалось найти и объединить соответствующих специалистов и главное - создать хороший творческий коллектив. Как следствие, на Сумщине Сумской ЭТЦ стал такой авторитетной профессиональной организацией, к которой обращаются сотни предприятий и организаций области по вопросам технической безопасности объектов повышенной опасности.
ГП Сумский ЭТЦ в своей структуре имеет 4 основных структурных подразделения, в том чесле учебно-информационный отдел, экспертный отдел, Шосткинський отдел, испытательно-диагностическую лабораторию, а также вспомогательные подразделения: бухгалтерию и административно-хозяйственный отдел. Возглавляет центр – начальник центра Красножон Григорий Иванович.
Численность работающих в ЭТЦ – 42 человека.
Сумский ЭТЦ и все его подразделы находятся по адресу: 40002, г. Суммы, ул.Победы,1, кроме Шосткинського отдела, который находится по адресу: 41100, Сумская область, г. Шостка, ул. Енгельса, 4.
Одним из основных подразделений в ЭТЦ есть испытательно-диагностическая лаборатория.
Лаборатория, существовала с первого дня создания ЭТЦ, так как без такой лаборатории невозможно его функционирование. Но юридически она была оформлена в конце 2001г., когда Госстандарт Украины выдал аттестат аккредитации лаборатории. В это время в государстве возник вопрос сертификации продукции, а для его решения были необходимы сертификационные испытания. Материально-техническая база ЭТЦ могла обеспечить проведение таких испытаний.
Сегодня материально-техническая база центра включает в себя токарный и фрезерный станки, разрывную машину, стационарный твердомер, рентген-лабораторию, електролабораторию. У каждого из восьми работников испытательной лаборатории свой персональный компьютер. Оборудование лаборатории отвечает нормам техники высшего уровня.
Все работники лаборатории имеют высшее техническое образование, прошли необходимую профильную подготовку и имеют соответствующие удостоверения на право выполнения работ в области своей компетенции.
В лаборатории выполняются:
- неразрушаемый контроль материалов (визуально-оптический, ультрозвуковой, радиографический, магнитопорошковый, капилярный);
- разрешимый контроль (измерение твердости, механические испытания);
- техническое освидетельствование (технический осмотр);
- техническое диагностирование (экспертное обследование);
- акустико-эмиссионный контроль объектов нефтегазохимического комплекса;
- контроль герметичности днищ резервуаров.
Перечисленные виды работ необходимы для испытаний, технического диагностирования и определения остаточного ресурса оборудования повышенной опасности, в том числе: паровых и водогрейных котлов, сосудов работающих под давлением, трубопроводов пара и горячей воды, грузоподъемных кранов, автомобильных подъемников, лифтов, объектов систем газоснабжения, технологических трубопроводов и оборудования взрывопожароопасных производств, а также несущих ограждающих строительных конструкций.
Похожие работы
... имитируемых эксплуатационных условиях и должны обеспечивать проведение всех видов и категорий контрольных и ресурсных испытаний, предусматриваемых общими техническими условиями (ОТУ) для серийного производства, а также после их ремонта. Испытательные стенды авиационных опытных ГТД, их систем и сборочных единиц (в составе ГТД) предназначены для проведения испытаний, исследований и доводки опытных ...
... обтекании самой модели, поэтому для компенсации этих потерь сверхзвуковые А. т. имеют многоступенчатые компрессоры и более мощные силовые установки, чем дозвуковые А. т. 3.3. Аэродинамические трубы для болидов Формулы 1. Для нужд автомобильной промышленности в основном используются дозвуковые АТ замкнутого (геттингенского) типа с обратным воздушным потоком. Такие трубы благодаря замкнутому ...
0 комментариев