Навигация
Автоматизация технологического процесса
45407
знаков
6
таблиц
6
изображений
2. Автоматизация технологического процесса
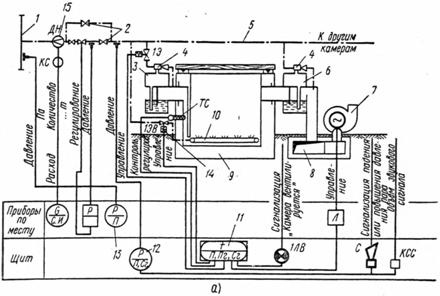

Рис.1. Автоматизация камеры периодического действия для тепловой обработки железобетонных изделий:
а — функциональная схема; 1 — гребенка; 2 — задвижка с ручным приводом: 3 — приточный затвор: 4 — эжектор; 5 — паропровод; 6 — вентиляционный затвор; 7 — вентилятор; 8— вентиляционный канал; 9— камера; 10— регистр перфорированный; 11— программный регулятор температуры: 12— манометр электроконтактный; 13— манометр; М — регулятор прямого действия «против себя»; 15 — расходомер; Л — магнитный пускатель; С — гудок; КСС — кнопка; 1ЛЕ — сигнальная лампа; 1Э, 1ЭВ — вентиль с электромагнитным приводом: ТС — термометр сопротивления; ДН — диафрагма; КС — конденсационные сосуды; б — структурная схема; 16 — теплоноситель; 17 — регулятор тепловой обработки изделий; 18 — пропарочная камера; 19 — изделие; 20 — задатчик выдержки температур; 21 — задатчнк скорости нарастания температур; 22 — задатчнк температуры паровоздушной среды
3. Средства автоматизации
Технические требования к приборам серии «Технограф». Регистрирующие и показывающие электронные приборы с учетом возросших требований промышленности и растущей конкуренции со стороны аналогичных приборов производства стран ЕЭС должны удовлетворять ряду современных требований, к которым относятся:
- универсальность – возможность обслуживания практически всех существующих типов датчиков температуры, абсолютного и избыточного давления, уровней жидкости и т.п.;
- многоканальность – наиболее часто применяются 12, возможно 24 и более каналов;
- наличие табло для световой индикации на жидких кристаллах (помимо средств регистрации контролируемых параметров на диаграммной бумаге с шириной ленты 100 или 160 мм);
- существенно меньшие массогабаритные характеристики благодаря использованию новых конструкторских решений для принципиально измененной механической части и применению современных конструкционных материалов;
- возможность работы в компьютерных сетях;
- наличие энергозависимого ОЗУ;
- наличие комплексной регистрации: как цифровой, так и аналоговой.
Рассмотрим особенности построения схем приборов «Технограф-160, -100», в которых реализованы указанные требования.
Функциональные возможности. Приборы серии «Технограф» обеспечивают:
• подключение различных датчиков на любые пределы измерений и к любому каналу измерений, что определяется пользователем в зависимости от поставленных перед ним задач (это не требует большого числа вариантов исполнения);
• аналоговую или цифровую регистрацию значений измеряемых параметров каждого канала в циклическом режиме в прямоугольных координатах на диаграммной ленте шириной 100 или 160 мм;
• оперативную замену пользователем типов датчиков и изменение пределов измерений в процессе эксплуатации в зависимости от подключаемых датчиков;
• простоту группового ЗИП, так как имеются всего два варианта исполнения приборов;
• индикацию на цифровом табло значений измеряемых параметров в циклическом режиме или выборочно по любому каналу в единицах измеряемой величины при одновременной регистрации всех каналов;
• сигнализацию при отклонении измеряемых параметров от заданных значений: приборы имеют две независимые установки для любого измерительного канала, каждая из которых может иметь вид «Больше», «Меньше» (с регистрацией на ленте номера канала, времени, даты, номера уставки и значения величины параметра) или «Регулирование» (без регистрации, срабатывают только реле сигнализации);
• регулирование по принципу «раздельная задача – раздельный выход» или «раздельная задача – общий выход»;
• автоматический контроль исправности по всем входящим платам;
• программно-кодовую защиту от несанкционированного доступа с клавиатуры в БД;
• обмен данными с внешней ЭВМ по каналу интерфейса RS-232;
• хранение введенных значений параметров и отсчет текущего времени при перерывах в электропитании длительностью до 10 сут;
• отключение измерения, регистрации и сигнализации по любому каналу.
Кроме того, прибор «Технограф-160» способен измерять и регистрировать мгновенный расход (корнеизвлечение) и суммарное значение расхода.
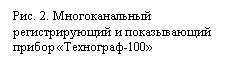
Принцип действия. Структурная схема прибора «Технограф-160» приведена на рис. 3. Коммутатор каналов КК с помощью герконовых реле поочередно подключает к АЦП датчики в соответствии с управляющими сигналами, которые поступают с платы АЦП.
Рис. 3. Структурная схема прибора «Технограф-160»: КК– коммутатор каналов; ЦП – центральный процессор; ИТ–источник тока; К – клавиатура; ШД1 и ШД2 – шаговые двигатели следящей системы и лентопротяжного механизма соответственно; УС – устройство сигнализации; ИОН– источник опорного напряжения; ЦЦ – цифровой дисплей; КС – канал связи RS-232; ЗПУ – записывающее устройство; ЛПМ – лентопротяжный механизм
Входные сигналы через плату коммутатора подаются на вход АЦП, построенного по принципу двойного интегрирования, для уменьшения влияния помех промышленной частоты. Однако интегратор не полностью подавляет эти помехи, так как частота сети может изменяться в зависимости от величины нагрузки на энергосистему. Для полного их устранения в
АЦП время интегрирования жестко связано с частотой сети. В АЦП входной сигнал поступает на вход нормирующего усилителя. С его выхода через электронный ключ входной сигнал подается на интегрирующий усилитель, который интегрирует его за строго заданный промежуток времени – период частоты сети. После этого электронный ключ отключает входной сигнал и на вход усилителя поступает высокостабильное постоянное напряжение. При достижении нулевого значения напряжения на выходе интегратора компаратор отключает электронный ключ, закорачивает конденсатор обратной связи интегратора и подает сигнал центральному процессору ЦП об окончании преобразования. Такое построение прибора позволяет тестировать плату АЦП и тем самым уменьшать погрешность прибора, а также заменять прибор или его узлы еще до выхода прибора из строя (если погрешность превысит допустимое значение в диапазоне измерения).
Центральный процессор, получив от платы АЦП сигнал об окончании преобразования, считывает с электронных счетчиков двоичный 16-разрядный код, пропорциональный входному сигналу. Далее ЦП в соответствии с программой, записанной в ЗПУ, преобразует двоичный код в значение параметра, передает его в контроллер клавиатуры и дисплея и затем на цифровой дисплей. Клавиатурная часть контроллера обеспечивает ввод информации с клавиатуры в прибор.
Центральный процессор формирует сигнал управления исполнительными реле блока сигнализации выхода параметра за предельное значение. В связи с тем, что в приборе отсутствует реохорд обратной связи, в начале и конце диаграммной бумаги установлены два датчика положения (начала и конца шкалы). Число шагов шагового двигателя между ними составляет примерно 1000.
В приборе применено записывающее устройство в виде каплеструйного картриджа, закрепленного на подвижной каретке. Напряжение на картридж подается от схемы управления с помощью гибкой ПП. При подаче напряжения на резистор, встроенный в картридж, чернила, подаваемые через капилляр, вскипают и выбрасываются на диаграммную бумагу, оставляя на ней след в виде точки. Каретка соединена с шаговым двигателем следящей системы гибким тросиком. Применение бесконтактной записи позволило уменьшить трение в следящей системе.
Особенности построения схемы АЦП в приборах серии «Технограф». При разработке прибора учитывались следующие условия его работы:– наличие помех промышленной частоты;
– малые уровни сигналов от датчиков;
– заданное (или максимальное) число контролируемых каналов.
Входное постоянное (медленноменяющееся) напряжение преобразуется в цифровой код при помощи АЦП, обеспечивающего хорошее подавление помех с частотой питающей сети и опрос каналов в течение заданного времени. Обычно постоянная времени тепловых процессов объектов контроля составляет примерно 10...900 с и число каналов локальных систем не превышает 64, в связи с чем целесообразно использовать АЦП двойного интегрирования с0 длительностью первого такта, кратной периоду частоты сети, для полного подавления помехи с частотой сети.
Рассмотрим подробнее работу такого АЦП (рис. 3.43).
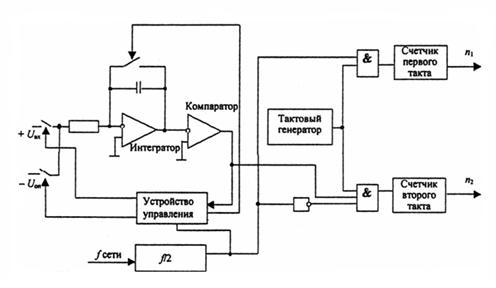
Рис. 4. Схема АЦП, построенного по принципу двойного интегрирования
В первом такте интегрируется входное напряжение UВХ:

U1(t) =
где n1 – число тактовых импульсов генератора за период частоты сети; Ттакт – период тактового генератора; Tсети – период напряжения сети.
Во втором такте интегрируется опорное напряжение UОП

где t2 = n2·Tтакт; n2 – число тактовых импульсов за время разряда конденсатора.
Когда напряжение U1(t) станет равным 0, компаратор выдаст команду на останов счетчика второго такта.
Таким образом,
![]()
UВХ = Uоп .
Из последней формулы видно, что для максимального подавления помех необходимо использовать конденсатор с малой абсорбцией, стабильный генератор тактовых импульсов в пределах времени первого и второго тактов и стабильное Uoп. Обычно на каждом канале проводится не менее трех измерений для уменьшения вероятности ошибки преобразования. Входные сигналы через плату коммутатора поочередно поступают на вход нормирующего усилителя. С выхода последнего через электронный ключ входной сигнал подается на вход интегрирующего усилителя, который интегрирует входной сигнал за строго заданный промежуток времени. После этого электронный ключ отключает выходной сигнал датчика, а ко входу интегратора подсоединяется источник напряжения с полярностью, противоположной полярности выходного сигнала датчика.
На плате ЦП формируется сигнал управления выходными реле сигнализации при выходе параметра за заданное значение.
Основные технические характеристики регистрирующих приборов «Технограф-100 и -160»
Основная погрешность прибора, % от диапазона измерений:
по показаниям...........…...………±0,25 (для узкопредельных ±0,5)
по цифровой регистрации........... ±0,25 (для узкопредельных±0,5)
по аналоговой регистрации......... ±0,5 (для узкопредельных ±1,0)
![]() по сигнализации ...............……....±0,5 (для узкопредельных ±1,0)
по сигнализации ...............……....±0,5 (для узкопредельных ±1,0)
Напряжение питания силовой цепи, В ...................…….………
Частота напряжения питания, Гц..............................………………50 ± 1
Коэффициент высших гармоник, % .....................................…………≤ 5
Диапазон задания уставок сигнализации,
% от диапазона измерения входного сигнала ...............................0...100
Входное сопротивление прибора для входных сигналов:
0...10;0...20;0...50;0...100 мВ,0...5 В
по ГОСТ 26.011, от датчиков с номинальной
технической характеристикой К, L, S, В
по ГОСТ Р50431, кОм ............................................………………… ≥ 500
0...5; 0...20; 4...20 мА, Ом .............................................…………………50
Исполнение:
по защищенности от воздействия окружающей среды……...…… по ГОСТ 12997 – 84
по устойчивости к воздействию температуры и влажности
окружающего воздуха ....….….... группа В4 по ГОСТ 12997 – 84
по устойчивости к воздействию атмосферного давления группа Р2 по ГОСТ 12997 – 84
по виброустойчивости ...........….… группа L3 по ГОСТ 12997–84
Регистрация показаний в прямоугольных координатах на ленте ЛПГ-160 ……………………………………………………..по ГОСТ 7826 – 73
номинальная ширина поля регистрации, мм ................................100
толщина линии регистрации, мм .......................………………..≤ 0,5
Скорость перемещения диаграммной ленты:
при аналоговой регистрации, мм/ч .....………………….…любое из значений ряда 5; 10; 20; 40; 60; 120; 240; 480; 1200; 2400
при цифровой регистрации (устанавливается автоматически), мм на один цикл регистрации ..…………………………………………5
Цикл:
измерения по 12-ти каналам, с ...........................…..……………≤ 12
регистрации (устанавливается с помощью клавиатуры), с ....любое значение из ряда 10; 15; 20; 30; 60; 120; 300; 600
Расход диаграммной ленты, м/ч ..............….……………рассчитывается по формуле L = (3600 / N)225, где N – цикл регистрации
Погрешность скорости движения диаграммной ленты, % ..............≤0,5
Масса, кг ...........................................................................……………… 8
Полный средний срок службы, лет .............………..………………. ≥10
Таким образом, приборы нового поколения существенно превосходят предыдущие разработки по следующим параметрам.
1. Уменьшено число модификаций приборов в 100 раз (с 200 до 2). Это связано с универсальностью приборов, а именно с возможностью работы с различными типами датчиков.
2. Имеется возможность работы в сети благодаря включению в структуру приборов стандартных интерфейсов RS-232 и -485.
3. Обеспечивается подключение разных типов датчиков к любому из каналов.
4. Повышена надежность приборов в результате применения бесконтактной струйной записи.
5. Снижена потребляемая мощность и уменьшены габаритные размеры приборов вследствие использования МП и другой современной элементной базы.
Микропроцессорные показывающие и регистрирующие приборы «Технограф-100» и «Технограф-160» выпускаются Челябинским заводом «Теплоприбор».
Похожие работы
... изолировать себя от земли (стоять на сухих досках, деревянной лестнице и т.д.). Билет № 4. ИТР ответственные за безопасную эксплуатацию ТПУ и ТС 1. Требования к персоналу. Обучение и работа с персоналом Лица, принимаемые на работу по обслуживанию теплопотребляющих установок и тепловых сетей, должны пройти предварительный медицинский осмотр и в дальнейшем проходить его периодически в ...
... и дешевыми для больных сахарным диабетом по сравнению с другими видами мармеладов, особенно импортными [ ]. 5 Мероприятия, направленные на увеличение сроков годности кондитерских изделий В соответствии с ГОСТ Р 51074-97 сроки хранения конфет и мармеладных изделий следующие: Конфеты: Глазированные шоколадной глазурью: - с корпусами из масс пралине, из сбивных масс завернутые 3 мес; - с ...
... БИОРЕАКТОРА Лист 90 Доклад. Уважаемые члены государственной экзаменационной комиссии разрешите представить вашему вниманию дипломный проект на тему: «Система автоматизированного управления процесса стерилизации биореактора» Процесс стерилизации биореактора (или ферментера) является важной стадией процесса биосинтеза антибиотика эритромицина. Суть процесса стерилизации состоит в ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев