Навигация
Описание функциональной схемы АСК
45407
знаков
6
таблиц
6
изображений
4. Описание функциональной схемы АСК
Создан ряд систем (с КЭП, с ПРТЭ), базирующихся на описанном принципе управления процессом.
Система состоит из следующих основных узлов: электронного программного регулятора температуры ЭРП-61; датчиков температуры, установленных в баке сбора конденсата; электронного самописца ЭРП-61; датчиков температуры, установленных в баке сбора конденсата; электронного самописца ЭМП-209; датчика температуры в паровом отсеке кассеты; дроссельной диафрагмы; регулятора давления; электроконтактного манометра; прибора расхода; исполнительного механизма и регулирующего клапана, а также устройств управления и сигнализации.
Необходимость установки самопишущего интегрирующего прибора расхода определяется тем, что расход пара в кассетной установке на цикл тепловой обработки изделий является одним из основных показателей, характеризующих эффективность работы любой из рассмотренных систем автоматики. Для определения суммарного расхода пара за цикл тепловой обработки проводится суммирование единичных расходов и времени подачи пара для каждого замера. В системе осуществляется блокировка на случай падения давления в сети пароснабжения, для чего ставится электроконтактный манометр ЭКМ-1. Для определения расхода регулирующего клапана ставится прибор давления (показывающий давление до и после клапана).
Регулирование по температуре конденсата осуществляется регулятором ЭРП-61, воздействующим через исполнительный механизм на регулирующий клапан. Датчик регулятора установлен в баке сбора конденсата, там же установлен один из датчиков самописца и ртутный термометр для контроля показаний этих датчиков.
Основными элементами системы управления тепловым режимом пропарочных камер по схеме Уралметаллургавтоматики является: программный регулятор ЭРП-61, малоинерционный термодатчик ТДР-61 и паровой регулирующий клапан ПРК-61.
Как известно, технологический процесс тепловлажностной обработки состоит из цикла подъема температуры, изотермической выдержки и охлаждения.
Обязательным элементом цикла является вентиляция ямных камер перед снятием крышки для дальнейших операций по выгрузке изделий, прошедших пропарку. Управление процессом вентиляции в проектных разработках последних лет включается в общую схему автоматизации пропарочной камеры.
![]()
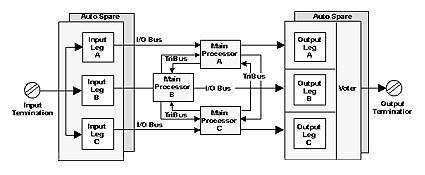
![]() На рис. 1, а, б приведены функциональная и структурная схемы автоматизации камеры периодического действия для тепловой обработки железобетонных изделий. По новому ГОСТу используем приборы:
На рис. 1, а, б приведены функциональная и структурная схемы автоматизации камеры периодического действия для тепловой обработки железобетонных изделий. По новому ГОСТу используем приборы:
Поступивший к блоку (поз. 12) импульс от программного задатчика (поз. 11) сравнивается с уровнем сигнала, поступающим в этот блок от ручного задатчика. Величина сигнала устанавливается однажды — в процессе наладки системы, и во время работы системы не изменяется. Регулирование будет происходить в зависимости от соотношения сигналов «номинала» и «параметра» — сигнала, отрабатываемого датчиком температуры, установленным в камере. При достижении t = tоп сигнал программного задатчика скачком уменьшается до значения меньшего сигнала, задаваемого ручным задатчиком. Так же когда значение «номинала» становится ниже «параметра» (в камере температура паровоздушной среды не изменяется), то посылается импульс на закрытие исполнительного механизма для прекращения подачи пара в него (если он был открыт). В свою очередь, сигнал от ручного задатчика, который вслед за этим моментом начинает превышать уровень «номинала», еще более страхует систему, исключая случайность включения исполнительного механизма подачи пара в камеру. С этого момента наступает режим проветривания. Отработанный в блоке сравнения: сигнал, направляется к блоку включения затворов камеры. Последним посылается пневматический импульс на открытие исполнительного механизма. Последний открывается, и к эжекторам затворов (не показанным на схеме) поступает пар. С подачей пара к эжекторам происходит открытие приточного и вентиляционного затворов камеры.
В ряде отраслей пневмоавтоматика является основным средством автоматизации. Это связано с высокой степенью надежности пневматической аппаратуры, с простотой ее обслуживания, сравнительной дешевизной. Важное значение имеет также и то, что пневматическая аппаратура пожаро- и взрывобезопасна. Свойственное пневматике низкое быстродействие ограничивает область ее целесообразного применения. Однако при управлении очень инерционными объектами это несущественно.
Пневмоавтоматика камер пропаривания строится на базе системы элементов УСЭППА, состоящей из набора унифицированных элементов, каждый из которых выполняет простейшую операцию.
Ранее говорилось, что в технологическом цикле пропаривания значительное место занимает процесс вентиляции камер. По окончании цикла пропарки необходимо форсировать разгрузку камеры, задержка разгрузки снижает ее пропускную способность, а следовательно — предприятия в целом. Наиболее удачные схемы автоматизации процесса вентиляции были получены на базе применения пневмоавтоматики.
Похожие работы
... изолировать себя от земли (стоять на сухих досках, деревянной лестнице и т.д.). Билет № 4. ИТР ответственные за безопасную эксплуатацию ТПУ и ТС 1. Требования к персоналу. Обучение и работа с персоналом Лица, принимаемые на работу по обслуживанию теплопотребляющих установок и тепловых сетей, должны пройти предварительный медицинский осмотр и в дальнейшем проходить его периодически в ...
... и дешевыми для больных сахарным диабетом по сравнению с другими видами мармеладов, особенно импортными [ ]. 5 Мероприятия, направленные на увеличение сроков годности кондитерских изделий В соответствии с ГОСТ Р 51074-97 сроки хранения конфет и мармеладных изделий следующие: Конфеты: Глазированные шоколадной глазурью: - с корпусами из масс пралине, из сбивных масс завернутые 3 мес; - с ...
... БИОРЕАКТОРА Лист 90 Доклад. Уважаемые члены государственной экзаменационной комиссии разрешите представить вашему вниманию дипломный проект на тему: «Система автоматизированного управления процесса стерилизации биореактора» Процесс стерилизации биореактора (или ферментера) является важной стадией процесса биосинтеза антибиотика эритромицина. Суть процесса стерилизации состоит в ...





... - дальнейшее развитие, совершенствование и разработка новых технологических методов обработки заготовок деталей машин, применение новых конструкционных материалов и повышение качества обработки деталей машин. Наряду с обработкой резанием применяют методы обработки пластическим деформированием, с использованием химической, электрической, световой, лучевой и других видов энергии. Классификация ...
0 комментариев