Навигация
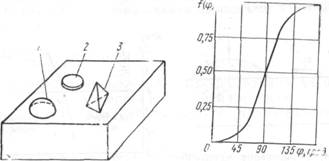
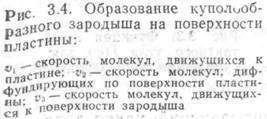
рефлектор; 2 ИК-лампа; 3 маска; 4 деталь
27958
знаков
0
таблиц
9
изображений
1 рефлектор; 2 ИК-лампа; 3 маска; 4 деталь
рис. 3. Схема ИК-нагрева
В процессах пайки широкое применение получили два вида ИК-нагрева: локальный сфокусированный и прецизионный рассеянный. Для локального нагрева целесообразны отражатели эллиптической формы, фокусирующие излучение источника, помещенного в ближнем фокусе рефлектора, на объект нагрева в дальнем фокусе (рис. 4, а). Для прецизионного нагрева используют параболические (рис. 4, б) либо овально-цилиндрические с сопловыми насадками рефлекторы (рис. 4, в).
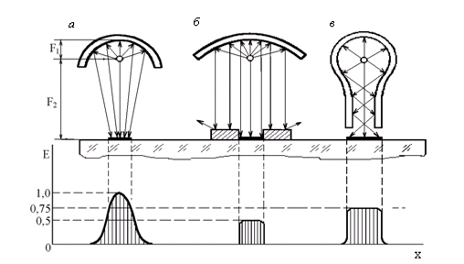
рис. 4. Типы отражателей ИК-излучения
К достоинствам пайки ИК-излучением следует отнести: бесконтактный подвод энергии к паяемым деталям, точную регулировку времени и температуры нагрева, локальность нагрева в зоне пайки. Недостатки процесса — затруднение при флюсовой пайке, так как испаряющийся флюс загрязняет лампы и рефлекторы, отсутствие серийно выпускаемого оборудования.
Оптическое излучение в диапазоне длин волн 0,7—10,6 мкм, генерируемое различными типами лазеров, является удобным, надежным и экономичным видом бесконтактного нагрева. В технологии пайки используют лазерные установки, основным элементом которых является оптический квантовый генератор (ОКГ), создающий мощный импульс монохроматического когерентного излучения. Пайка лазерным излучением не требует вакуума и позволяет соединять изделия из разнотолщинных элементов. В процессах пайки используют как непрерывное, так и импульсное лазерное излучение.
Процессы пайки ЭРЭ и микросхем на печатные платы с помощью лазерного излучения, получаемого от твердотельного ОКГ на алюмоиттриевом гранате (АИГ) мощностью до 125 Вт с λ = 1,06 мкм, отличаются высокой производительностью.
Для качественной пайки выводов микросхем к контактным площадкам печатных плат необходимо, чтобы плотность потока излучения составляла 1,95—2,0 Дж/мм2. Перемещение печатной платы со скоростью 8 мм/с обеспечивает производительность процесса 400—440 паек в минуту. Процесс пайки может быть легко автоматизирован путем применения координатного стола и системы ЧПУ, осуществляющей управление столом и мощностью излучения. Лазерное излучение не влияет на электроизоляционные свойства диэлектриков, если средняя плотность потока не превышает 3,4 и 2,8 Дж/мм2 для материалов СФ-2-50 и ФТС соответственно.
Для низкотемпературной пайки за рубежом используют установки многоточечной пайки с голографическим делением луча (рис. 5). В этом случае луч лазера, генерируемый ОКГ 1, с помощью телецентрической оптики 2 сначала расширяется до значительного диаметра, а затем направляется как плоскопараллельный поток на голограмму 3. Отражаясь от плоского зеркала 4, лучи направляются на участки пайки 5 с высокой степенью локальности. Для каждого процесса пайки необходима специальная голограмма, содержащая информацию о том, на какое количество элементарных лучей должен быть разложен пучок и в каких точках сфокусирован каждый из них.
Для пайки легкоплавкими припоями изделий электронной техники достаточна мощность 5 Вт, выделяемая в зоне протекания процесса. Одним импульсом промышленного лазера мощностью 20—50 Вт можно осуществлять пайку одновременно в нескольких точках. При использовании лазерных установок целесообразно применять в качестве припоев покрытия, которые, оплавляясь, образуют соединения.
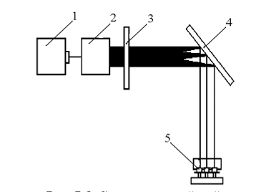
рис. 5. Схема лазерной пайки
В обычном состоянии поверхность металлов покрыта оксидными пленками. Нагрев основного металла и расплавленного припоя приводит к тому, что их активность снижается вследствие взаимодействия с кислородом воздуха и ростом оксидных пленок на поверхности. Удаление оксидных пленок в процессе пайки является необходимым условием получения качественных паяных соединений.
Константа равновесия реакции окисления металла Кр зависит от давления паров кислорода в окружающей среде при данной температуре:
 ,
,
где РМе, ![]() ,
, ![]() — давление паров металла, кислорода и оксида соответственно.
— давление паров металла, кислорода и оксида соответственно.
Уменьшив парциальное давление кислорода и увеличив температуру среды, можно сместить равновесие реакции в сторону разложения (диссоциации) оксида. Однако полное разложение оксидов металла (например, олова, меди) происходит при очень низком давлении (10–6—10–8 Па) и температуре 600—700 °С.
При нагреве металлов в активных (восстановительных) газовых средах, в качестве которых используют азотно-водородную смесь или добавку оксида углерода, происходит восстановление оксидов металлов активными компонентами газовых сред по реакциям:
![]() ,
, ![]() .
.
Недостатком такого процесса является взаимодействие водорода с расплавленным припоем, что приводит в ряде случаев к появлению водородной хрупкости, образованию пор, трещин и других дефектов.
Суть механического удаления оксидных пленок с паяемой поверхности заключается в их разрушении под слоем жидкого припоя с помощью режущего или абразивного инструмента, при этом припой защищает паяемую поверхность от воздействия кислорода воздуха и вступает с ней в физический контакт. В качестве режущего и абразивного инструмента используют металлические щетки, сетки, а в качестве материалов — порошки из твердых материалов, асбест, вводимые в припой в мелкоизмельченном виде. Недостатки метода — низкая производительность, неравномерность удаления оксидных пленок, загрязнение припоя частицами абразива.
Самым распространенным способом удаления оксидов в процессе пайки является флюсование. Флюс как химический реагент имеет два основных назначения: очистить поверхность металла от оксидов; уменьшить поверхностное натяжение припоя и угол смачивания. Типичные представители активных флюсов содержат в качестве растворителя воду или спирты, активаторами являются неорганические и органические кислоты либо их соли, например соляная или фосфорная кислота, неорганические соли (ZnCl2, NH3Cl, SnCl2, CuCl и др.). При взаимодействии хлористого цинка и воды образуется соляная кислота, которая растворяет оксиды на поверхности металла:
![]()
В результате образуется хлористая медь, которую ввиду ее хорошей растворимости в воде необходимо удалять с поверхности детали. Поскольку флюс на основе хлористого цинка обладает высокой активностью, его остатки оказывают коррозионное воздействие и должны тщательно удаляться.
Самофлюсование заключается в том, что в состав припоев вводят раскислители (бор, фосфор, литий, калий, натрий), обладающие восстановительными свойствами:
![]() .
.
Примером являются припои систем Сu—P, Cu—Mn—Ni—B (ВПр4), которые используются при пайке сталей в нейтральных газовых средах или вакууме.
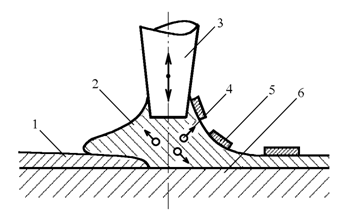
Ультразвуковое удаление оксидных пленок основано на введении упругих механических колебаний частотой 18—45 кГц в расплавленный припой и создании в нем кавитации, а также ряда сопутствующих явлений: звукового давления, микро- и макропотоков. Кавитацией называется явление возникновения, развития и захлопывания газовых полостей в жидкой среде. Реальные жидкости и расплавы содержат нерастворимые примеси, на поверхности которых в трещинах и углублениях могут находиться нерастворенные пузырьки газа размером 10–6—10–7 м. При введении в расплав УЗ-колебаний интенсивностью 104 Вт/м2 эти зародыши кавитации начинают пульсировать с частотой колебаний. Их количество увеличивается за счет образования разрывов в жидкой среде при интенсивностях ультразвука более 2·104 Вт/м2.
При захлопывании пузырька сконцентрированная в ничтожно малом объеме кинетическая энергия трансформируется частично в силовой импульс и частично в тепловую энергию. Из центра захлопнувшегося пузырька распространяется ударная сферическая волна, давление в которой на расстоянии, равном 10R0 (по расчетным данным), составляет 150 Па, а температура — 1000 °С и выше. Захлопывание кавитационных полостей и создание микропотоков в расплавленном припое приводят к удалению оксидных пленок с поверхности металла, что позволяет осуществлять пайку и лужение труднопаяемых металлов: алюминия, магния и никеля, тугоплавких металлов и сплавов на их основе.
Генерация упругих механических колебаний УЗ-частоты осуществляется магнитострикционными и пьезоэлектрическими преобразователями с частотой колебаний 22 и 44 кГц и амплитудой колебаний 10—25 мкм. Преобразователи встраиваются в ванны и паяльники, излучающие поверхности которых изготавливаются из кавитационно-стойких материалов (нержавеющие стали, титановые сплавы). Электрическая мощность установок для УЗ-пайки не превышает 0,4—2,5 кВт. Время пайки или лужения составляет 5—10 с, скорость перемещения излучателя паяльника (0,8—1,6)·10–2 м/с, а оптимальный зазор между торцом излучателя и паяемой поверхностью 0,2—3,0 мм (рис. 7).
Похожие работы

... различных приборов и механизмов возникли новые требования в отношении свойств покрытий, в частности магнитных свойств. Эти требования в какой-то степени могут быть удовлетворены с помощью нанесения покрытий химическим способом из растворов, содержащих кобальт. Особое значение для звукозаписи и запоминающих устройств ЭВМ имеют тонкие магнитные пленки, которые получаются путем осаждения Со—Me на ...
... и обеспечение готовности этих объектов к локализации и ликвидации последствий этих аварий. Промышленная безопасность технологических операций на опо обеспечивается следующим комплексом мероприятий: -наличием и функционированием необходимых приборов и систем контроля за производственными процессами, а так же аппаратуры наблюдения, оповещения, связи и поддержки неотложных действий ...
... Где Рреактдоп=0,5Вт – допустимая реактивная мощность; f=10000Гц – частота переменного тока; С- емкость конденсатора,Ф. Подставляя исходные данные в формулу получим: Задание 3.Основные физико-химические свойства железа и низкоуглеродистой стали, общие сведения о методе получения, основные области применения. Низкоуглеродистая сталь - это сталь с содержанием углерода менее 0,1%, ...

... i-ro компонента. При Т = const, p = const в условиях равновесия (dGg = 0) Адгезия различных пленок к подложкам позволяет обеспечивать получение качественных и надежных функциональных устройств, пассивирующих слоев и декоративных покрытий РЭА. Поэтому необходимо проанализировать факторы, стимулирующие и подавляющие адгезию. Решать эту проблему без учета природы конкретных материалов подложки ...
0 комментариев