Навигация
газ; 2 флюс; 3 припой; 4 основной металл
27958
знаков
0
таблиц
9
изображений
1 газ; 2 флюс; 3 припой; 4 основной металл
рис. 9. Схема равновесия сил поверхностного натяжения во флюсовой среде
Растекание припоя по поверхности основного металла происходит в результате взаимодействия сил поверхностного натяжения и сопровождается сближением жидкой и твердой фаз. Коэффициент растекания определяется из условия разности работ сил адгезии и когезии:
![]() .
.
При смачивании и растекании припой заполняет зазоры между соединяемыми деталями, образуя мениски вблизи вертикальных стенок и проявляя тем самым капиллярные свойства. Разность давлений, действующих на искривленную поверхность жидкости, называют капиллярным давлением pк, которое определяется уравнением Лапласа:
 ,
,
где p1, p 2 — давление жидкости для выпуклой и вогнутой поверхностей соответственно; R1, R2 — радиусы кривизны рассматриваемого элемента поверхности.
Для выпуклой поверхности Рк считают положительным и направленным внутрь жидкости, для вогнутой поверхности Рк отрицательно и направлено наружу от поверхности жидкости. При малом диаметре D капилляра свободная поверхность жидкости имеет форму сферы (рис. 10) радиусом
![]() .
.
Подставив значение радиуса мениска в уравнение Лапласа, получим
![]() .
.
Разность давлений p1 – p 2 уравновешивается столбом расплавленного припоя высотой h:
![]() .
.
Из уравнений видно, что высота подъема припоя в капилляре круглого сечения прямо пропорциональна его поверхностному натяжению и смачивающей способности и обратно пропорциональна диаметру капилляра и плотности припоя:
![]() .
.
Отличие расплавов припоев от обычных жидкостей состоит в том, что жидкий припой представляет собой систему, состоящую из нескольких компонентов, и в процессе его растекания происходит физико-химическое взаимодействие компонентов и основного металла, дополнительное растворение элементов основного металла в припое, взаимодействие с газовыми и флюсующими средами. При вытеснении припоем флюса из капилляра высота подъема припоя будет определяться выражением
![]() .
.
В горизонтальном капилляре шириной h для припоя с вязкостью h время затекания t на длину капилляра l определяется следующим образом:
![]() .
.
На втором этапе физико-химического взаимодействия припоя и основного металла основную роль играют процессы диффузии. Теоретически процесс диффузии при постоянной температуре и стационарном во времени потоке вещества описывается первым уравнением Фика:
![]() ,
,
где m — количество диффундирующего вещества; D — коэффициент диффузии; С — концентрация вещества; x — координата. Минус указывает на то, что процесс диффузии идет в направлении уменьшения концентрации вещества.
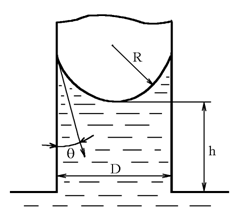
рис. 10. Схема подъема жидкости в капилляре
В реальных условиях скорость диффузии — величина переменная во времени, поэтому процесс диффузии описывается вторым уравнением Фика:
 ,
,
где ![]() — скорость изменения концентрации диффундирующего вещества.
— скорость изменения концентрации диффундирующего вещества.
Коэффициент диффузии зависит от температуры:
![]() ,
,
где D0 — коэффициент, зависящий от типа кристаллической решетки; Q — энергия активации диффузии; R — универсальная газовая постоянная: R = 8,31 кДж/(кмоль·град); Т — абсолютная температура.
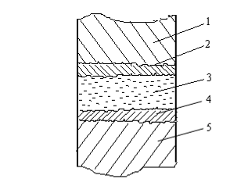
Для практических целей решение второго уравнения Фика имеет вид
 ,
,
где Сх — концентрация диффундирующего вещества на глубине x от поверхности; С0 — концентрация элемента на поверхности; Ф — интеграл функции ошибок Гаусса.
На скорость процесса диффузии помимо температуры оказывает влияние состояние металла. Наклеп, сопровождающийся искажением кристаллической решетки и появлением вакансий, увеличивает диффузию по границам зерен и вдоль дислокации, что приводит к увеличению диффузионной зоны. Диффузионные процессы при пайке позволяют увеличить механическую прочность соединений, однако образование интерметаллидных соединений в спае типа Cu3Sn, AuSn2 при глубокой взаимной диффузии компонентов вызывает снижение прочности паяных соединений.
Процесс кристаллизации при пайке сопровождается затвердеванием жидкой металлической прослойки расплавленного металла, находящегося в зазоре.
Основными особенностями кристаллизации при пайке являются:
· неравновесность процесса, т. е. отсутствие выравнивания состава в жидкой фазе, что приводит к выделению в паяном шве наряду с легкоплавкими тугоплавких фаз повышенной хрупкости;
· влияние основного металла, которое проявляется в эпитаксиально-ориентированной кристаллизации зерен припоя вблизи поверхности основного металла;
· ярко выраженная ликвация в паяном шве — появление зональных неоднородностей, дендритных образований, отличающихся меньшей прочностью;
· зависимость характера кристаллизации от объема припоя в зазоре.
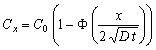
Для получения надежных паяных соединений применяют эвтектические припои с узкой зоной кристаллизации, а также уменьшают время кристаллизации, что способствует получению мелкозернистой структуры спая. В результате физико-химического взаимодействия припоя и основного металла образуется паяное соединение с определенной структурой. Паянный шов включает зону сплавления (припой) и образовавшиеся диффузионные зоны на границе между припоем и основным металлом (рис. 11.).
Конечная структура и состав паяного соединения зависят от природы взаимодействующих металлов, их химического сродства, времени и температуры пайки. Различают следующие спаи:
· бездиффузионный, в котором существующими методами анализа не удается обнаружить зоны диффузии; такой спай образуется между металлами со слабым химическим сродством, низким коэффициентом взаимной диффузии, малым временем пайки и ограниченной температурой (например, соединение Fe—Sn);
· растворно-диффузионный, в котором реагирующие компоненты образуют твердые растворы или промежуточные фазы (интерметаллиды, например Au—Sn, Ag—Sn и др.);
· контактно-реакционный, который возникает при контакте металла с полупроводником; в результате образуется эвтектический сплав с низкой температурой плавления (Au—Si).
1,5 соединяемые детали; 2,4 зоны диффузии; 3 припой
рис. 11. Структура паяного соединения
ЛИТЕРАТУРА
1. Гелль П.П., Иванов-Есипович Н.К. Конструирование и микроминиатюризация радиоэлектронной аппаратуры: Учебник для вузов. - Спб.: Энергоатомиздат, Ленингр. отд. - 2004. - 536 с.
2. Технология поверхностного монтажа: Учеб. пособие / Кундас С.П., Достанко А.П., Ануфриев Л.П. и др. – Мн.: «Армита - Маркетинг, Менеджмент», 2000.
3. Технология радиоэлектронных устройств и автоматизация производства: Учебник/ А.П. Достанко, В.Л.Ланин, А.А. Хмыль, Л.П. Ануфриев; Под общ. ред. А.П. Достанко. – Мн.: Выш. шк., 2002
Похожие работы

... различных приборов и механизмов возникли новые требования в отношении свойств покрытий, в частности магнитных свойств. Эти требования в какой-то степени могут быть удовлетворены с помощью нанесения покрытий химическим способом из растворов, содержащих кобальт. Особое значение для звукозаписи и запоминающих устройств ЭВМ имеют тонкие магнитные пленки, которые получаются путем осаждения Со—Me на ...
... и обеспечение готовности этих объектов к локализации и ликвидации последствий этих аварий. Промышленная безопасность технологических операций на опо обеспечивается следующим комплексом мероприятий: -наличием и функционированием необходимых приборов и систем контроля за производственными процессами, а так же аппаратуры наблюдения, оповещения, связи и поддержки неотложных действий ...
... Где Рреактдоп=0,5Вт – допустимая реактивная мощность; f=10000Гц – частота переменного тока; С- емкость конденсатора,Ф. Подставляя исходные данные в формулу получим: Задание 3.Основные физико-химические свойства железа и низкоуглеродистой стали, общие сведения о методе получения, основные области применения. Низкоуглеродистая сталь - это сталь с содержанием углерода менее 0,1%, ...

... i-ro компонента. При Т = const, p = const в условиях равновесия (dGg = 0) Адгезия различных пленок к подложкам позволяет обеспечивать получение качественных и надежных функциональных устройств, пассивирующих слоев и декоративных покрытий РЭА. Поэтому необходимо проанализировать факторы, стимулирующие и подавляющие адгезию. Решать эту проблему без учета природы конкретных материалов подложки ...
0 комментариев